

Method for increasing self-pouring rate of ladle and purity degree of molten steel
A technology of self-casting rate and purity, which is applied in the direction of casting molten material containers, metal processing equipment, casting equipment, etc., can solve problems such as difficult to improve ladle self-casting rate and sintering layer instability, and achieve reduction of non-metallic inclusions, Effects of improving purity and improving high-temperature performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
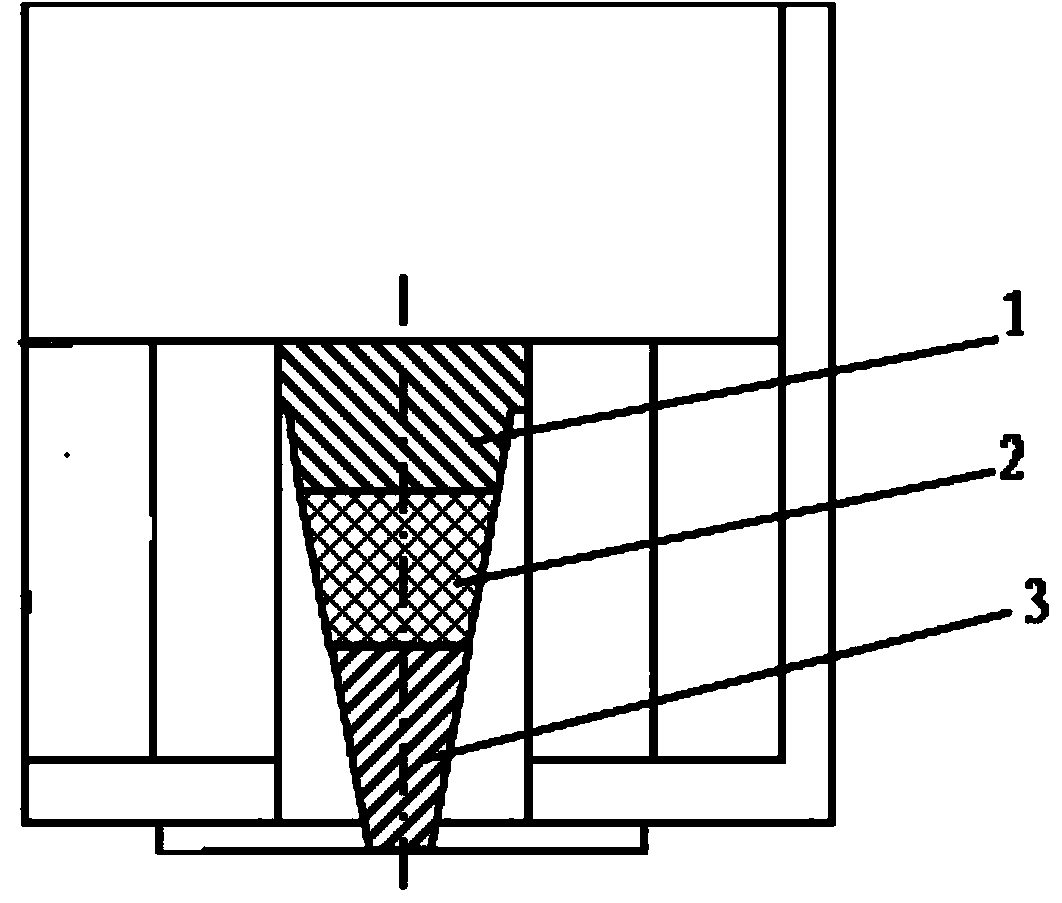
[0023] A kind of method that present embodiment provides to improve ladle self-casting rate and molten steel purity, such as figure 1 Shown: including filling the upper nozzle with material 1 of the upper sealing layer, material 2 of the middle mixed layer and material 3 of the lower sealing layer; material 1 of the upper sealing layer is chrome drainage sand, and the material of the lower sealing layer is spherical particles Ferroalloy, mixed layer plugging material 2 is a mixture of spherical ferroalloy and drainage sand, and the particle size ratio of spherical ferroalloy to drainage sand ranges from 2 to 5; the thickness ratio of the three-layer plugging material filled in the upper nozzle is:
[0024] The filling method of the three plugging layer materials is as follows: when the ladle is empty, add the spherical ferroalloy particles of the lower plugging layer material into the upper nozzle of the ladle, and then fill the spherical ferroalloy particles of the mi...
Embodiment 2
[0033] The method for improving the self-casting rate of the ladle and the purity of the molten steel provided in this embodiment is aimed at producing other heats except the first heat of steel by continuous casting, and the height of the upper nozzle is 450 mm. The method is the same as that of Embodiment 1, and it includes The steps are:
[0034] 1) Make spherical particles of iron alloy with similar composition to molten steel to remove the oxide layer.
[0035] 2) Bake the spherical iron alloy and drainage sand to remove moisture.
[0036] 3) In the upper nozzle of the spherical ferroalloy particles, a lower sealing layer is formed with a thickness of 280mm.
[0037] 4) Mix spherical iron alloy with a particle size of 5mm and drainage sand with a particle size of 2mm to form a mixed layer. The number of spherical ferroalloys in the inner mixed layer gradually decreases from bottom to top, and the number of drainage sand gradually increases. The thickness of the mixed lay...
Embodiment 3
[0040]The method for improving the self-casting rate of the ladle and the purity of the molten steel provided in this embodiment is aimed at producing other heats except the first heat of steel by continuous casting, and the height of the upper nozzle is 450mm. The method is also the same as that of Embodiment 1, which includes The steps are:
[0041] 1) Make spherical particles of iron alloy with similar composition to molten steel to remove the oxide layer.
[0042] 2) Bake the spherical iron alloy and drainage sand to remove moisture.
[0043] 3) In the upper nozzle of spherical ferroalloy particles, a lower sealing layer is formed with a thickness of 250mm.
[0044] 4) Mix spherical iron alloy with a particle size of 5mm and drainage sand with a particle size of 2mm to form a mixed layer. The number of spherical ferroalloys in the inner mixed layer gradually decreases from bottom to top, and the number of drainage sand gradually increases. The thickness of the mixed layer...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More