
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Material discharging mechanism of core column welding machine
A welding machine and core column technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problems of unfavorable large-scale production and restriction of production efficiency, achieve compact structure, reduce manpower and material resources, and improve production efficiency effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
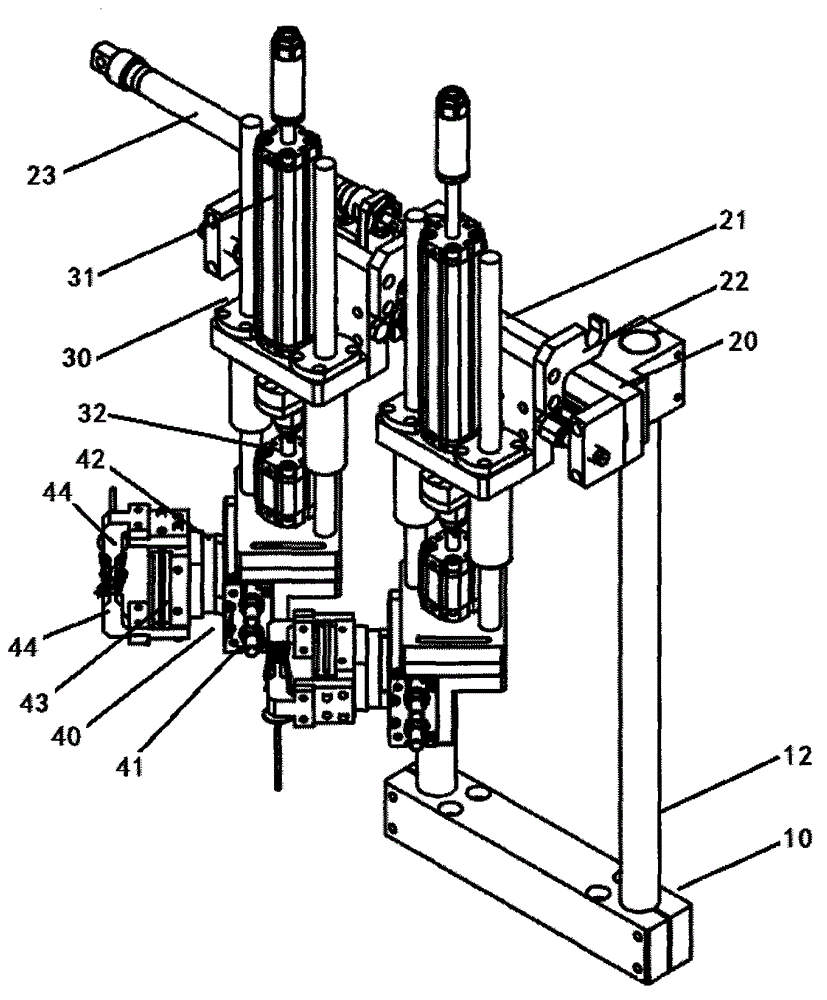
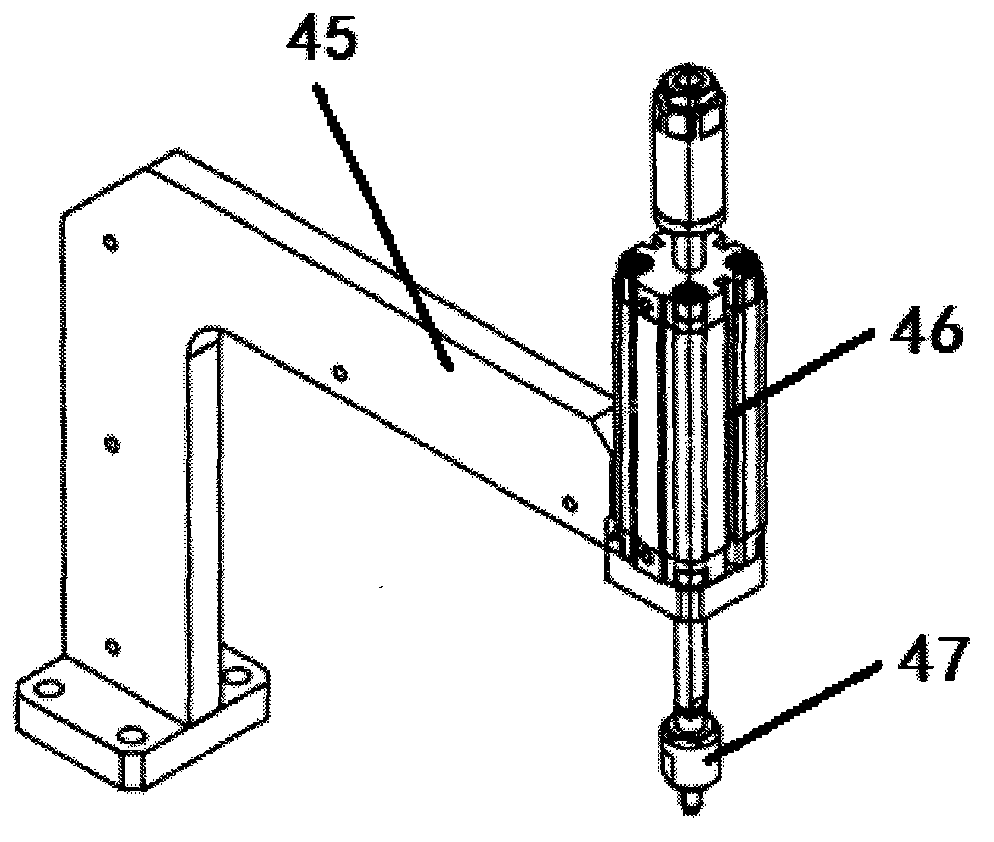
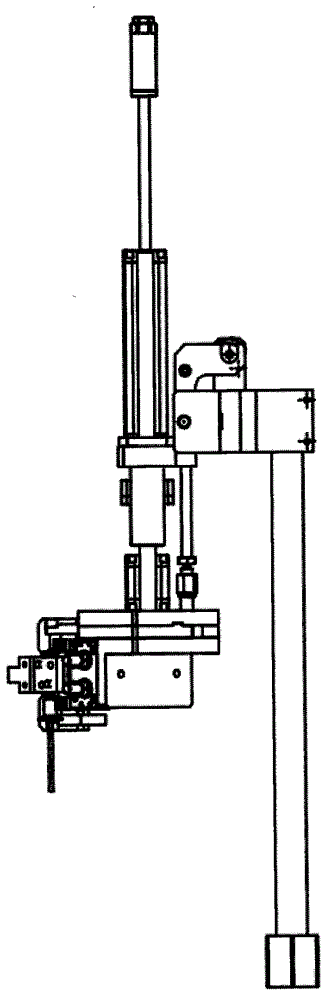
[0018] Such as Figure 1~4 As shown, the unloading mechanism of the stem welding machine described in this embodiment includes a bracket assembly 10, a shifting assembly 20, a lifting assembly 30, a clamping assembly 40 and a PLC controller (not shown in the figure). The displacement assembly 20 is installed on the support assembly 10, and the displacement assembly 20 includes a horizontal guide rail 21 arranged on the vertical support 12 of the support assembly 10, and one or more sliders are installed on the horizontal guide rail 21. seat 22, and a displacement cylinder 23 for driving the slider mounting base 22 to move on the horizontal guide rail; the lifting assembly 30 is installed on the slider mounting base 22, and the lifting assembly 30 includes The first lifting cylinder 31 on the slider mounting base 22, and the second lifting cylinder 32 connected to the lower end of the telescopic rod of the first lifting cylinder 31; the lower end of the telescopic rod of the se...
Embodiment 2
[0020] Since the compression universal head in Embodiment 1 needs to have relatively high hardness, as well as certain toughness and strength, it usually needs to be made of tool steel. In this embodiment, the compression universal head is formed by casting, and its chemical composition is as follows: C: 0.80-0.92wt%, Cr: 1.36-1.55wt%, Mn: 0.42-0.55wt%, Si: 0.10 ~0.15wt%, V: 0.12~0.15wt%, Ti: 0.02~0.03wt%, Ni≤0.20wt%, Cu≤0.20wt%, P≤0.030wt%, S≤0.030wt%, the balance is Fe and Unavoidable impurities; after casting, heat the billet to 980-1020°C for 2-3 hours, then quench it in quenching oil at 120-150°C for 30-35 seconds, and then heat it to 350-380°C for heat preservation After 5-5.5 hours, put it into a sodium nitrate solution with a temperature of 60-80° C. and a concentration of 10 wt % for quenching treatment for 15-20 seconds. The tensile strength of the compacted universal head obtained through the above-mentioned casting and post-treatment can reach 1520-1700 MPa, and t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com