

Method for producing hollow articles by fluid-assisted injection
A technology for hollow and finished products, which is applied in the field of fluid-assisted injection molding and the system device for realizing the molding method, which can solve the problems of low, hollow inner wall that will not solidify immediately, high requirements for mold cavity sealing, blockage, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0020] specific implementation plan
[0021] The technical characteristics of the present invention and related technologies thereof are further elaborated below in conjunction with the accompanying drawings through specific implementation schemes:
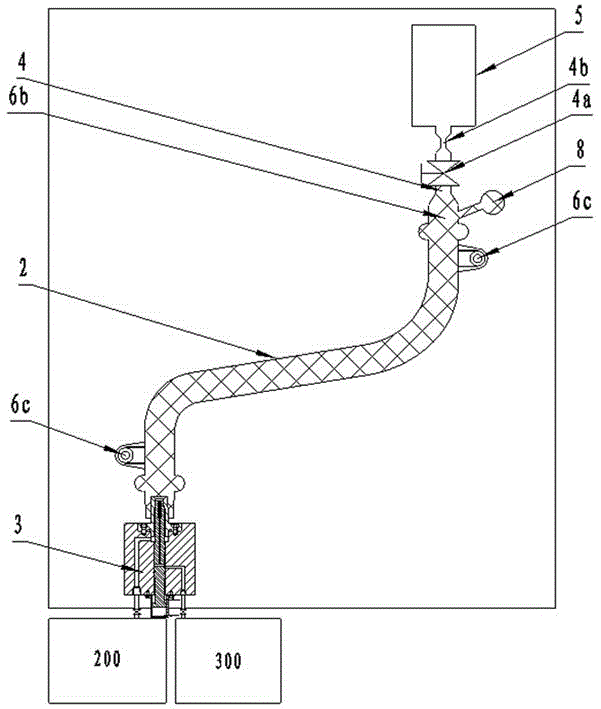
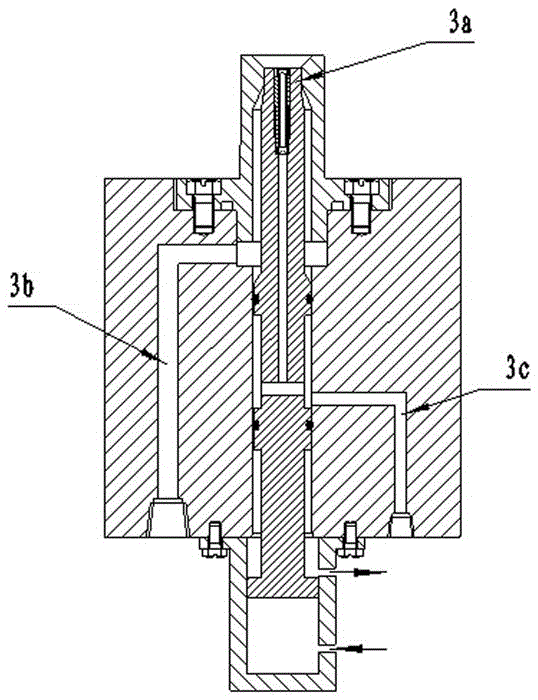
[0022] Such as Figure 1-8 Schematic, the numbers in the figure represent respectively: 100 - injection molding machine, 200 - water injection control device, 300 - high pressure gas injection control device, 1a - moving mold, 1b - fixed mold, 2 - mold cavity, 3 - water needle Device, 3a - Fluid Outlet, 3b - Water Passage, 3c - Gas Passage, 4 - Connecting Channel, 4a - Switching Valve, 4b - Flow Restricting Element, 5 - Spill Chamber, 6 - Hollow Product, 6b - Process Residue , 6c - external fixed connection structure, 7 - water, 8 - gate, 8a - runner system, 9 - injection unit of injection molding machine
[0023] Such as Figure 8 The hollow product 6 shown in this embodiment is a hollow water pipe, the resin material used is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More