

A kind of A356.2 aluminum alloy casting method
A technology of aluminum alloy and aluminum alloy melt, which is applied in the field of metallurgy, can solve the problems of slow crystallization rate, lower temperature gradient, and low cooling intensity, and achieve the effects of improved grain size, small dendrite spacing, and uniform grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Existing A356.2 aluminum alloy casting method, its steps are:
[0033] ⑴ Feed the raw materials required for A356.2 aluminum alloy according to the standard requirements, then smelt, and then undergo purification treatment, and detect the content of each alloy element and adjust it to meet the standard requirements. At this time, the strontium content in the melt accounts for About 0.021% of the total amount, the temperature of the melt remains at 690°C.
[0034] (2) Cast the above-mentioned aluminum melt according to the traditional casting method. According to the weight of the aluminum alloy melt, the casting time is between 1 and 2 hours, and the cast aluminum alloy ingot is cooled by a fan.
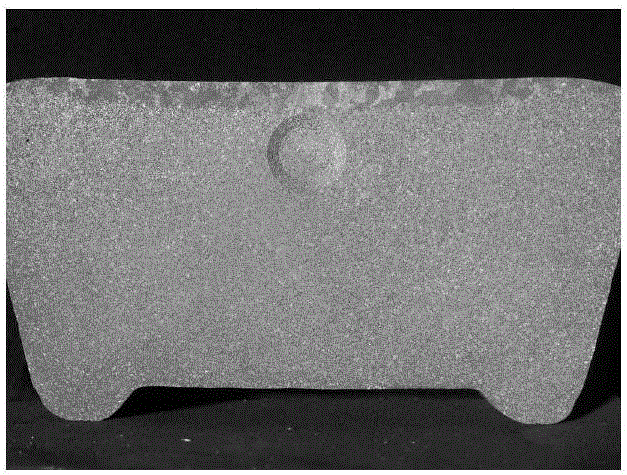
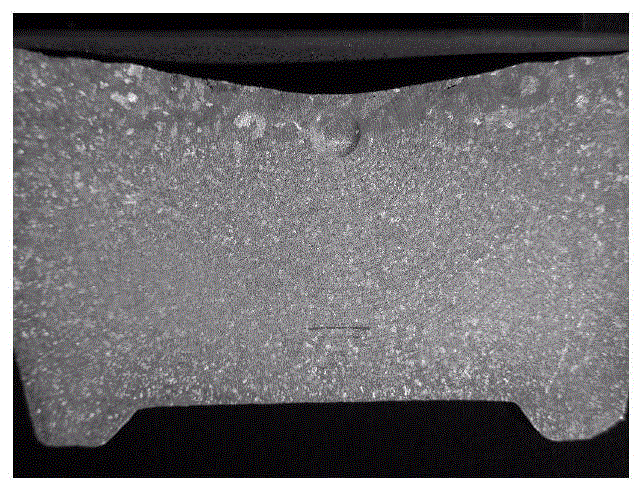
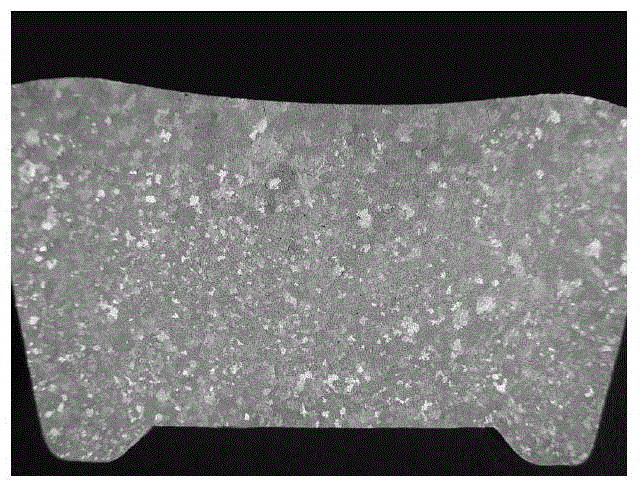
[0035] Samples of aluminum alloy ingots were taken from before, during and after casting, and tested by low-magnification grain size, the results are as follows Figure 1a ~ Figure 1c shown.
[0036] It can be seen from observation that after the addition of Al-Sr master all...
Embodiment 2
[0038] A356.2 aluminum alloy casting method provided by the invention, its steps are:
[0039] ⑴The raw materials required for A356.2 aluminum alloy are fed according to the standard ratio, and the input raw materials do not include strontium-containing raw materials, and then smelted, and then cast after purification treatment. During the casting process, the A356.2 aluminum alloy melt Al-Sr master alloy is added in, and the way of adding is that the Al-Sr master alloy is divided into a plurality of equal parts, and added to the aluminum alloy melt according to the number of parts; in the present embodiment, the Al-Sr master alloy is Aluminum-based master alloy containing 10% Sr, each 3Kg, added 7 times in total.
[0040]The method of adding equal parts at intervals solves the problem of Al-Sr failure, effectively ensuring that the grain size remains small and uniform throughout the casting process. Artificial seeding is a measure to increase non-spontaneous crystal nuclei. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More