

An aging strengthened aluminum alloy profile
An aluminum alloy profile and aging strengthening technology, which is applied in the field of metal materials, can solve the problems that the performance of aging strengthened aluminum alloy profiles is not optimal, and achieve the effects of eliminating harmful effects, optimizing components, and refining recrystallized grains.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

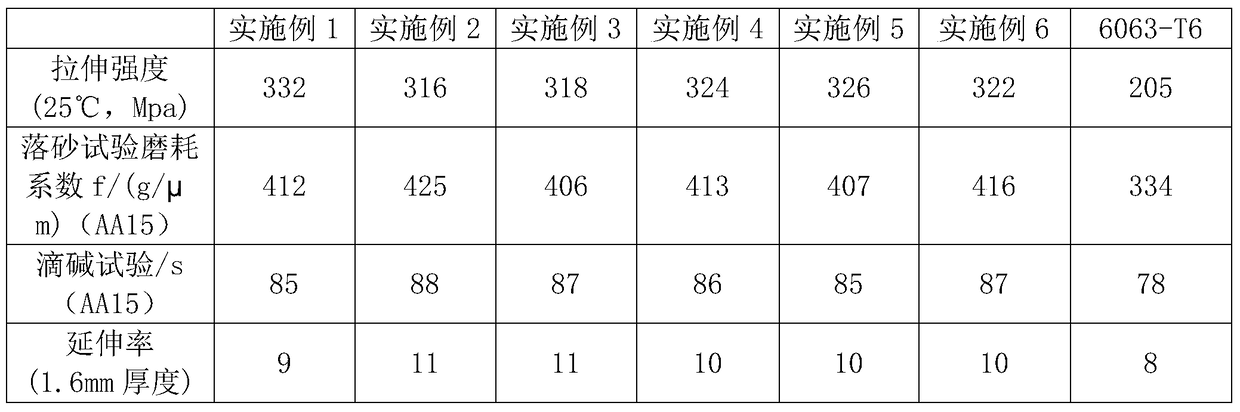
Examples
Embodiment 1
[0024] S1: Weighing each raw material for smelting to obtain an ingot;
[0025] S2: Homogenization: Place the ingot obtained in S1 in a holding furnace at 540°C, and keep it at 540°C for 9 hours. After the holding is completed, the holding furnace is cooled to 295°C, and then air-cooled to room temperature;
[0026] S3: Extrusion: Remove the skin of the ingot car obtained in S2, and extrude it on a hydraulic press. Before extrusion, heat the extrusion cylinder, extrusion die and ingot, and cool the profile to 50°C after extrusion Next, stretch and straighten the profile;
[0027] S4: Heat treatment: Place the stretched and straightened profile in S3 in a holding furnace at 150°C within 1 hour, and raise the temperature to 165°C at an average speed of 3°C / h, keep it at 165°C for 3 hours, and then air cool to room temperature , wherein, during the process of the holding furnace rising from 150°C to 165°C, as the temperature rises, the heating rate increases, and the relationshi...
Embodiment 2
[0030] S1: Weighing each raw material for smelting to obtain an ingot;
[0031] S2: Homogenization: Place the cast ingot obtained in S1 in a holding furnace at 580°C, and keep it at 580°C for 7 hours. After the heat preservation is completed, the holding furnace is cooled to 310°C, and then air-cooled to room temperature;
[0032] S3: Extrusion: Remove the skin of the ingot car obtained in S2, and extrude it on a hydraulic press. Before extrusion, heat the extrusion cylinder, extrusion die and ingot, and cool the profile to 50°C after extrusion Next, stretch and straighten the profile;
[0033] S4: Heat treatment: Place the stretched and straightened profile in S3 in a holding furnace at 150°C within 1 hour, and raise the temperature to 165°C at an average speed of 3°C / h, keep it at 165°C for 3 hours, and then air cool to room temperature , wherein, during the process of the holding furnace rising from 150°C to 165°C, as the temperature rises, the heating rate increases, and ...
Embodiment 3
[0036] S1: Weighing each raw material for smelting to obtain an ingot;
[0037] S2: Homogenization: Place the ingot obtained in S1 in a holding furnace at 560°C, and keep it at 560°C for 8 hours. After the holding is completed, the holding furnace is cooled to 295-310°C, and then air-cooled to room temperature;
[0038] S3: Extrusion: Remove the skin of the ingot car obtained in S2, and extrude it on a hydraulic press. Before extrusion, heat the extrusion cylinder, extrusion die and ingot, and cool the profile to 50°C after extrusion Next, stretch and straighten the profile;
[0039] S4: Heat treatment: place the stretched and straightened profile in S3 in a holding furnace at 150°C within 1 hour, and raise the temperature to 165°C at an average speed of 3°C / h, keep it at 165°C for 3 hours, and then air cool to room temperature , wherein, during the process of the holding furnace rising from 150°C to 165°C, as the temperature rises, the heating rate increases, and the relatio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More