

Ultralow-carbon bake-hardened steel plate blank and control method of solid solution carbon content thereof
A baking hardening and control method technology, applied in the manufacture of converters, etc., can solve the problems of low solid solution carbon content in one smelting hit rate, shorten the smelting time of vacuum refining furnace, and long smelting time, so as to reduce the vacuum refining time, Improvement of hardening performance and reduction of production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
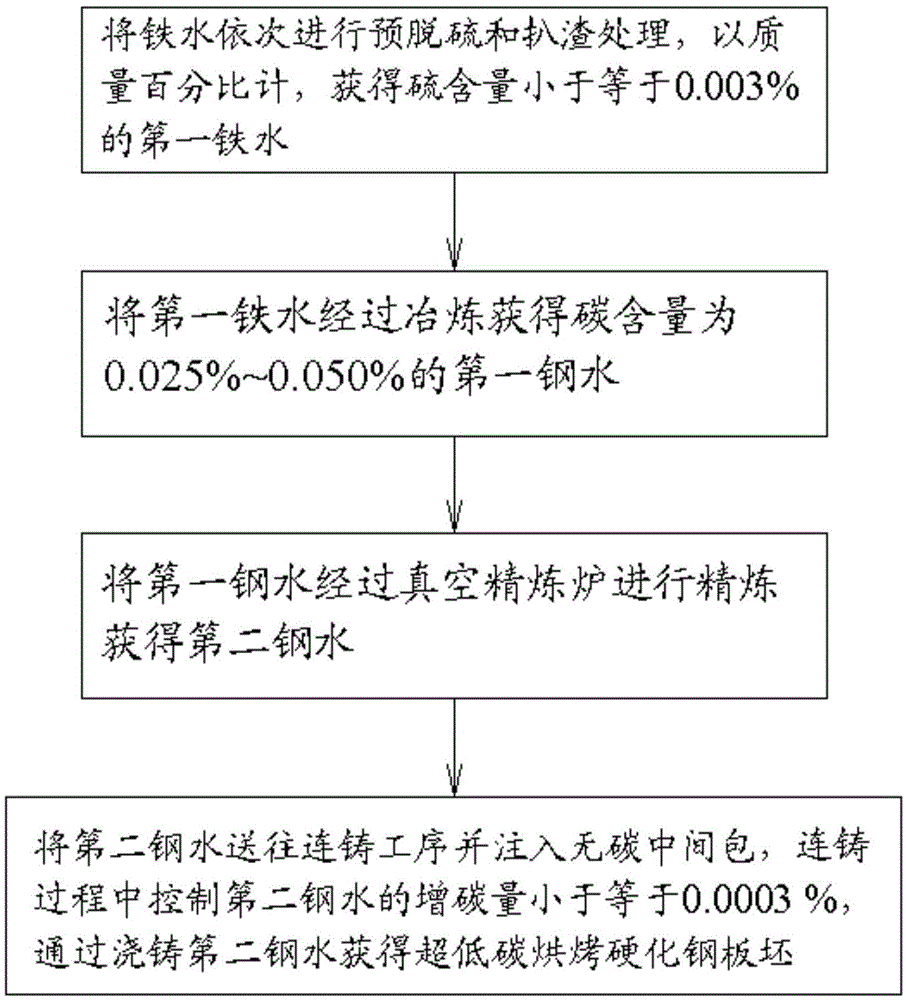
Method used
Image

Examples
Embodiment 1
[0083] The bake-hardening steel CR180BH is produced by using the method for controlling the solid solution carbon content of the ultra-low carbon bake-hardening steel provided by the embodiment of the present invention. The conditions of molten steel entering the RH furnace are C content 0.031%; Si content 0.005%; S content 0.007%; P content 0.031%; Mn content 0.02%; temperature 1625°C; oxygen content 650ppm.
[0084] The temperature and oxygen content are suitable, and no oxygen blowing or scrap addition is required. After refining for 3 minutes, add ferrophosphorus and ferromanganese according to the target P content of 0.036% and target Mn content of 0.35%. 4 minutes after the alloy was mixed, samples were taken to analyze the P and Mn content; the P content was 0.037% and the Mn content was 0.31%; the RH treatment was 15 minutes, and the oxygen value was 425ppm; Enter 60Kg of medium carbon ferromanganese and 13Kg of boron ferroalloy. 21 minutes when the adjustment is com...
Embodiment 2
[0089] The bake-hardening steel CR180BH is produced by using the method for controlling the solid solution carbon content of the ultra-low carbon bake-hardening steel provided by the embodiment of the present invention. The conditions of molten steel entering the RH furnace are C content 0.025%; Si content 0.005%; S content 0.007%; P content 0.031%; Mn content 0.02%; temperature 1646°C; oxygen content 481ppm.
[0090] At the beginning of RH treatment, blow oxygen 30Nm 3 , Add 1.9t of low-carbon steel scrap during the deep decarburization process. After refining for 3 minutes, add ferrophosphorus and ferromanganese according to the target P content of 0.036% and target Mn content of 0.35%. 4 minutes after the alloy was mixed, samples were taken to analyze the P and Mn content; the P content was 0.037% and the Mn content was 0.31%; the RH treatment was 15 minutes, and the oxygen value was 425ppm; Enter 60Kg of medium carbon ferromanganese and 13Kg of boron ferroalloy. 21 minu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More