

Heat treatment method for improving medium-carbon non-quenched and tempered steel connecting rod cracking performance
A heat treatment method and technology for non-quenched and tempered steel, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve problems such as the inability of microalloying elements to play an effective role, achieve significant technical effects, reduce decarburization layers, and improve connecting rod expansion. The effect of breaking performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
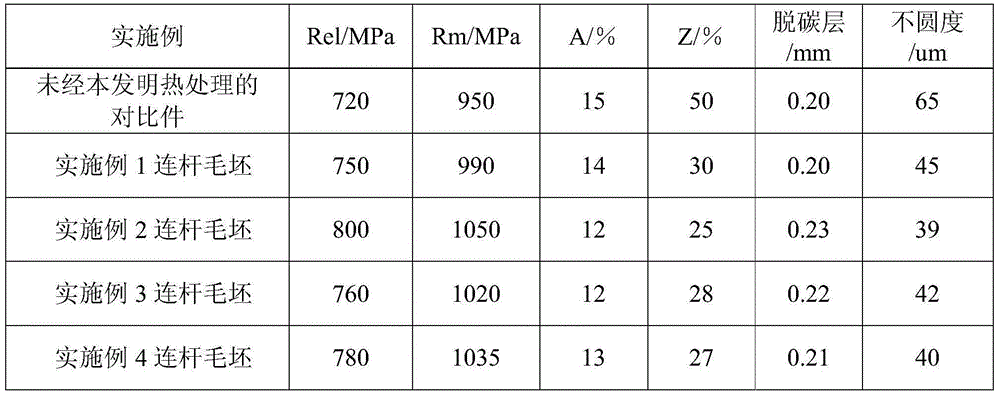
[0018] In terms of mass percentage, the composition is C: 0.34%, Si: 0.55%, Mn: 1.25%, V: 0.25%, N: 0.0140%, and the balance is iron and unavoidable inclusions of medium-carbon non-quenched and tempered steel. The rod blank is placed in a vacuum induction heating furnace for vacuum heat treatment, and the vacuum degree of the vacuum induction heat treatment furnace is controlled to be 0.1 Pa; the heating temperature is controlled at 1150 ° C, and the holding time is 20 minutes; then the cooling step is controlled: the vacuum induction furnace The connecting rod blank is placed on a chain cooling device for air cooling, and the cooling rate is controlled at 8°C / s; after cooling to 300°C, the connecting rod blank is collected in a box cooling device and slowly cooled to room temperature.
Embodiment 2
[0020] In terms of mass percentage, the composition is C: 0.38%, Si: 0.65%, Mn: 1.35%, V: 0.35%, N: 0.0180%, and the balance is iron and unavoidable inclusions of medium carbon non-quenched and tempered steel. The rod blank is placed in a vacuum induction heating furnace for vacuum heat treatment, and the vacuum degree of the vacuum induction heat treatment furnace is controlled to be 0.1 Pa; the heating temperature is controlled at 1200°C, and the holding time is 40min; then the cooling step is controlled: The connecting rod blank is placed on a chain cooling device for air cooling, and the cooling rate is controlled at 9°C / s; after cooling to 320°C, the connecting rod blank is collected in a box cooling device and slowly cooled to room temperature.
Embodiment 3
[0022]In terms of mass percentage, the composition is C: 0.36%, Si: 0.60%, Mn: 1.30%, V: 0.30%, N: 0.0160%, and the balance is iron and unavoidable inclusions of medium-carbon non-quenched and tempered steel. The rod blank is placed in a vacuum induction heating furnace for vacuum heat treatment, and the vacuum degree of the vacuum induction heat treatment furnace is controlled to 0.5 Pa; the heating temperature is controlled at 1180 ° C, and the holding time is 30 minutes; then the cooling step is controlled: the vacuum induction furnace The connecting rod blank is placed on a chain cooling device for air cooling, and the cooling rate is controlled at 10°C / s; after cooling to 350°C, the connecting rod blank is collected in a box cooling device and slowly cooled to room temperature.
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| fatigue limit | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More