

High-extrusion-rate heat-shrinkable tube and production method thereof
A heat-shrinkable sleeve and extrusion rate technology, which is applied in the high-extrusion-rate heat-shrinkable sleeve and its production field, can solve problems such as extrusion difficulties and poor product appearance, and achieve good processing and use performance, extrusion The effect of high speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0030] The preparation material of the heat-shrinkable sleeve provided by the present invention contains by weight:
[0031] 100 parts of vinyl polymer;
[0032] Flame retardant 0-70 parts;
[0033] Filling agent 0-60 parts;
[0034] Lubricant 0.1-5 parts;
[0035] Fluxing and dispersing agent 0.1-3 parts;
[0036] Antioxidant 0.1-10 parts;
[0037] 0-3 parts of cross-linking accelerator;
[0038] Masterbatch 0-10 parts.
[0039] Preferably, the vinyl polymer is low-density polyethylene, medium-density polyethylene, high-density polyethylene, ethylene-vinyl acetate copolymer, ethylene-octene copolymer, ethylene-methyl acrylate copolymer, ethylene- One or several kinds of butyl acrylate copolymer and ethylene-propylene copolymer.
[0040] Preferably, the flame retardant is compounded from red phosphorus flame retardant and magnesium hydroxide.
[0041] Preferably, the red phosphorus-type flame retardant is one or a combination of two of the following flame retardants: r...
Embodiment 1
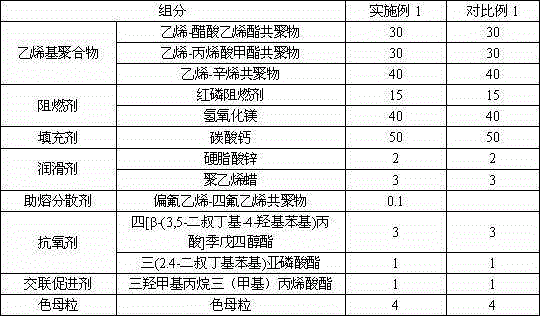
[0055] Take the following components according to the weight fraction:
[0056]
[0057] The above-mentioned materials are mixed and granulated by a banbury mixer, the banbury temperature is 90-130°C, and the banbury time is 10-20min. The granulated material from the banburying plant is then kneaded 1-3 times by a twin-screw extruder for granulation and packaging.
[0058] Then use a single-screw extruder with a length-to-diameter ratio of 25:1 to extrude a heat-shrinkable tube with an inner diameter of 32mm, a wall thickness of 2.8mm, and an extrusion temperature of 90-130°C.
[0059] The extruded pipe is irradiated with an electron accelerator with an energy above 4 MeV, and the cross-linked pipe is expanded by 1.5-4 times at 80-140°C.
[0060]Table 1 is the performance parameter table of the main test of embodiment 1 and comparative example 1.
[0061] Table 1
[0062] performance Example 1 Comparative example 1 Extrusion rate / Hz 21 39 Limitin...
Embodiment 2
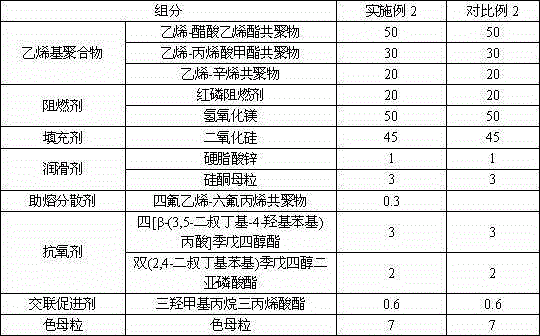
[0064] Take the following components according to the weight fraction:
[0065]
[0066] The above-mentioned materials are mixed and granulated by a banbury mixer, the banbury temperature is 90-130°C, and the banbury time is 10-20min. The granulated material from the banburying plant is then kneaded 1-3 times by a twin-screw extruder for granulation and packaging.
[0067] Then use a single-screw extruder with a length-to-diameter ratio of 25:1 to extrude a heat-shrinkable tube with an inner diameter of 75mm, a wall thickness of 1.5mm, and an extrusion temperature of 90-130°C.
[0068] The extruded pipe is irradiated with an electron accelerator with an energy above 4 MeV, and the cross-linked pipe is expanded by 1.5-4 times at 80-140°C.
[0069] Table 2 is the performance parameter table of embodiment 2 and comparative example 2 main tests.
[0070] Table 2
[0071] performance Example 2 Comparative example 2 Extrusion rate / Hz 25 42 Limiting Oxy...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation at break | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More