

Double-tile-back structured brake shoe and manufacturing process thereof
A double tile back and tile back technology, applied in the direction of brake parts, etc., can solve the problems of lower overall production efficiency of brake shoes, low welding strength, and unfavorable stamping forming, etc., to eliminate hidden dangers of vehicle braking safety and improve resistance Bending deformation ability, effect of improving welding work efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
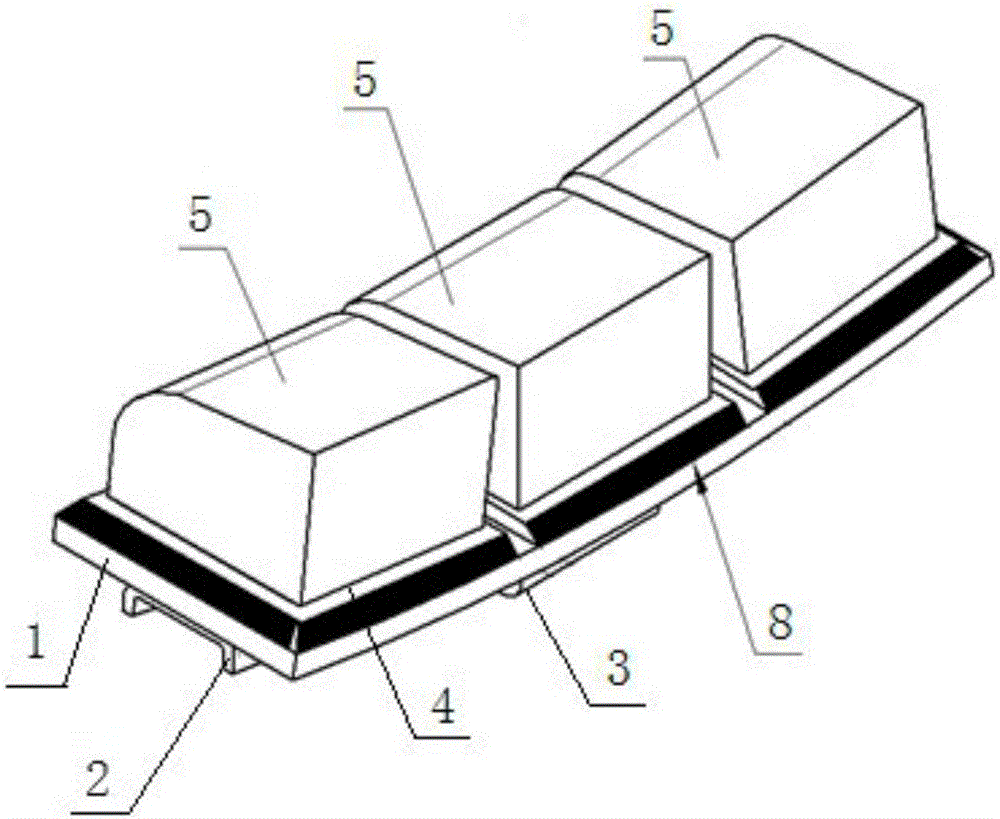
[0037] According to the special working conditions of powder metallurgy brake pads, in order to solve the technical problems that the brake block in the middle position of the brake shoe currently used is easy to fall off and the arc surface of the back of the shoe is easy to break, the present invention provides the following technical solution, which has high temperature resistance, wear resistance Small size, no cracks on the tile back, no loosening and falling of the brake pads, suitable for braking of rail vehicles with a speed below 200km / h.
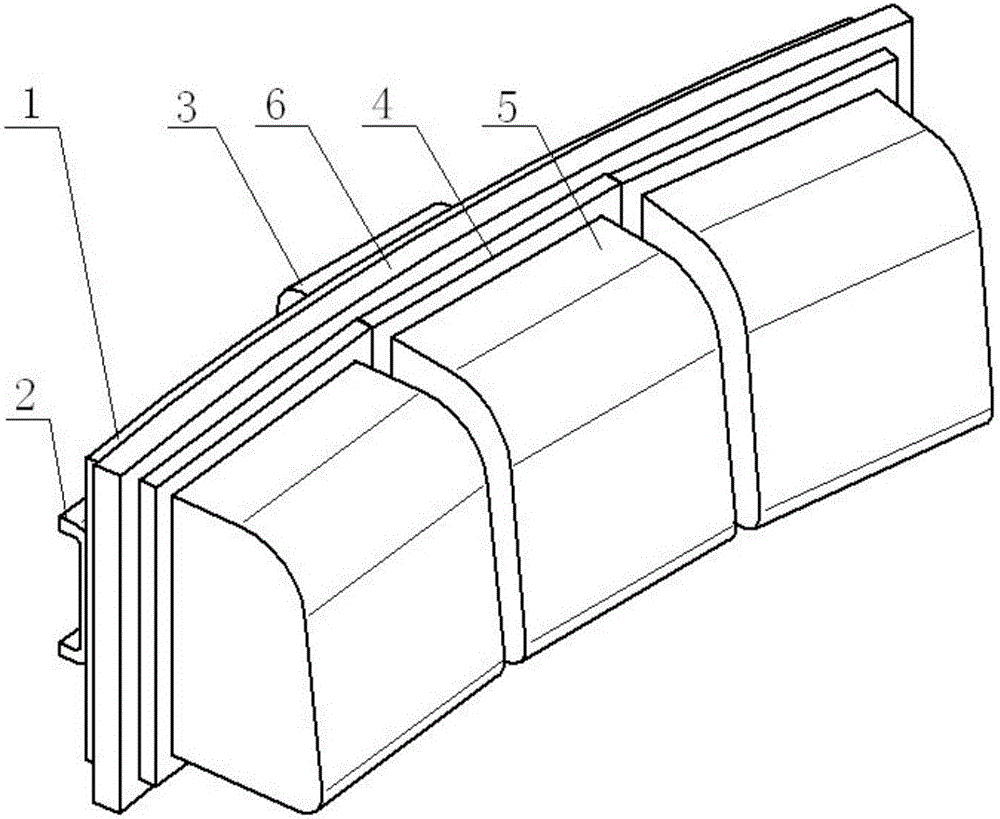
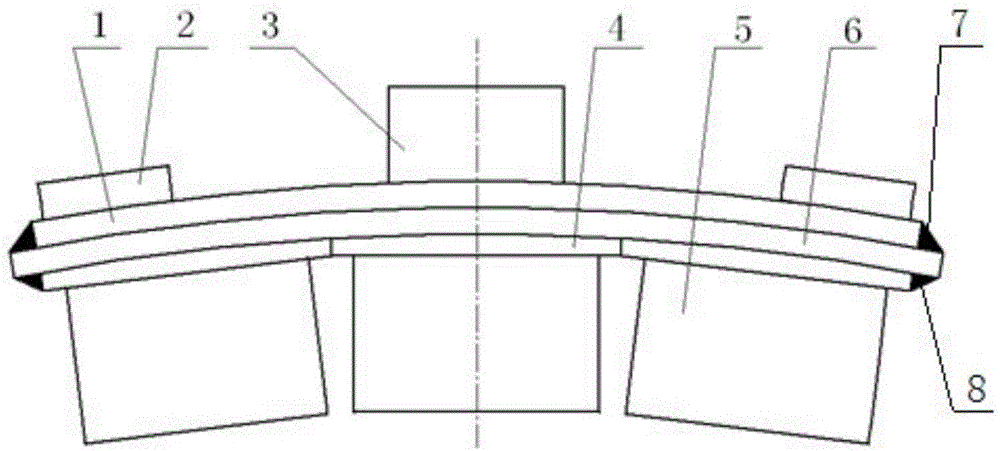
[0038] A brake shoe with a double tile back structure, comprising a tile back 1, a stopper 2, a brake shoe nose 3, a steel back 4, a friction body 5 and a weld b8, and the stopper 2 is welded to both ends of the outer arc surface of the tile back 1 , the brake shoe nose 3 is located in the middle of the outer arc surface of the tile back 1, and constitutes the tile back assembly; the number of friction bodies 5 is 3, and each fricti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More