

Method for ring rolling forming of groove inclined inner hole ring part
A ring and rolling technology, which is applied in the field of rolling and forming of inclined inner hole rings of grooves, can solve the problems of material waste, low production efficiency, and damage to metal fiber flow lines.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
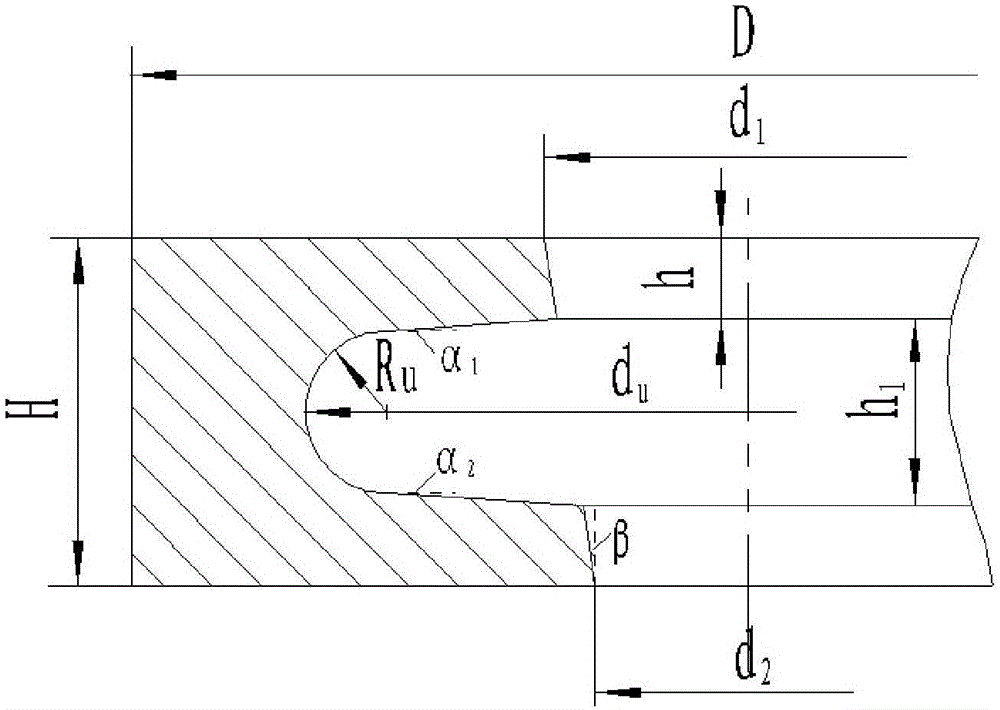
[0019] by figure 1 The ring with inclined groove and inner hole shown is a specific example, and the size of the ring with inclined inner hole in groove that is required to be rolled and expanded is: the outer diameter of the ring is D=1843mm, and the larger inner diameter of the inclined inner hole is d 1 =1715mm, the small inner diameter of the oblique inner hole d 2 =1686mm, axial height H=60mm, groove arc radius R u =12mm, the inner diameter of the groove d u =1783mm, the dimension between the outer edge of the groove and the upper and lower end faces of the ring h=15mm, the height of the outer edge of the groove h 1 =30mm, the angle α between the upper and lower inner walls of the groove and the horizontal plane 1 、α 2 are 6° and 5° respectively, and the angle β between the wall of the inclined inner hole and the axial direction of the ring is 14°; the process steps of rolling and expanding are as follows: Figure 1~5 as shown,
[0020] (1) Determine the rolling rat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More