

Cross wedge rolling type strain-induced semi-solid die forging process for high-pressure common rail pipe for internal combustion engine
A semi-solid die forging and high-pressure common rail technology, which is applied in the field of high-pressure common rail pipe manufacturing for internal combustion engines, can solve the problems of poor mechanical properties of the high-pressure common rail pipe, coarse grains, and uneven structure distribution of the high-pressure common rail pipe, and saves energy. Raw materials, microstructure with fine grains and good metal flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
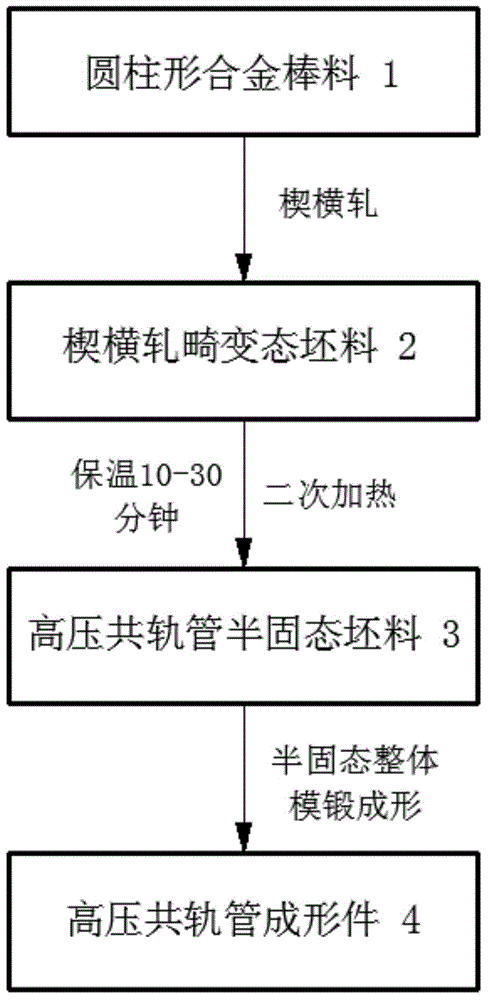
[0025] refer to figure 1 , a cross-wedge rolling strain-induced semi-solid die forging process for high-pressure common rail pipes for internal combustion engines, including the following steps:
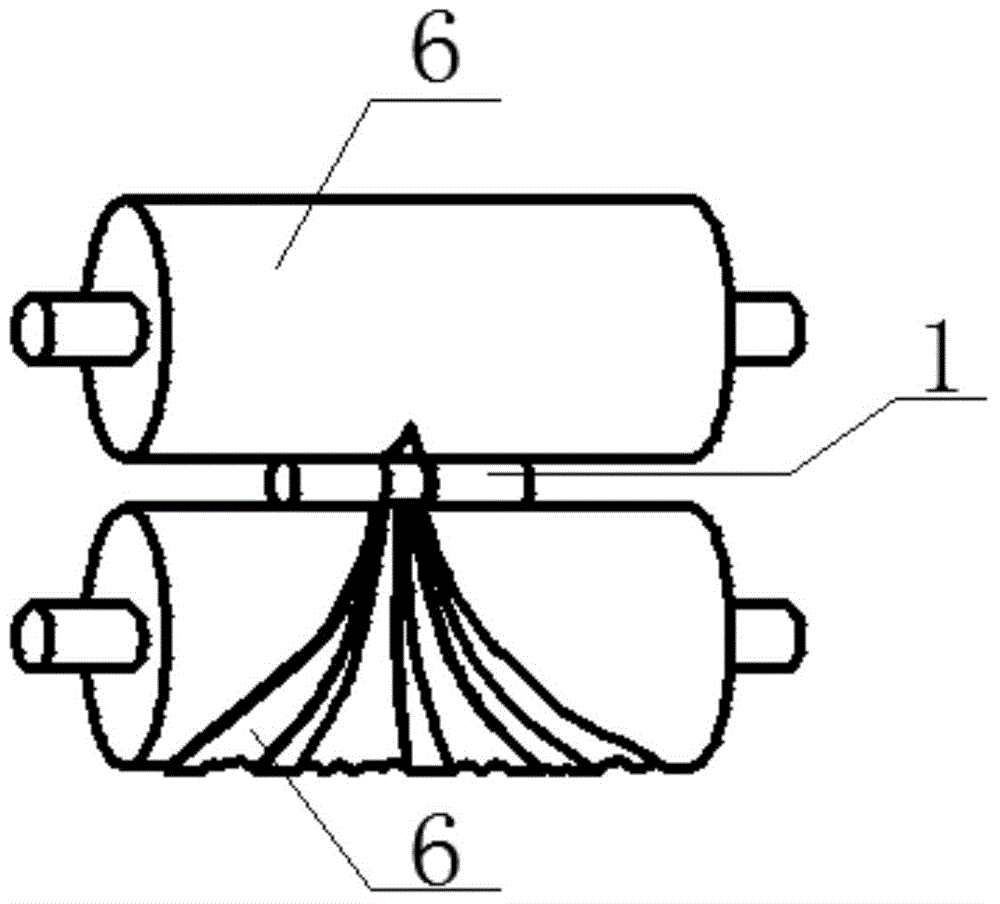
[0026] The first step: bar cross wedge rolling: refer to figure 2 , image 3 Preheat the cylindrical alloy bar 1 made of 0Cr18Ni9 stainless steel to be used for forming the high-pressure common rail pipe, and use the cross wedge rolling process to obtain the cross wedge rolled deformed billet 2, specifically: sawing with a shearing machine The alloy bar 1 is obtained, and then the alloy bar 1 is heated by electric induction at a temperature of 1000° C., and then the heated alloy bar 1 is put into a cross-wedge rolling mill using two rolls 6 with wedge-shaped dies in the same Rotate in the direction of the alloy bar and drive the round rolled piece alloy bar 1 to rotate. The alloy bar 1 undergoes radial compression and axial extension under the action of the wedge. The wedge-shaped...
Embodiment 2
[0031] refer to figure 1 , a cross-wedge rolling strain-induced semi-solid die forging process for high-pressure common rail pipes for internal combustion engines, including the following steps:
[0032] The first step: bar cross wedge rolling: refer to figure 2 , image 3 Preheat the cylindrical alloy bar 1 made of 0Cr18Ni9 stainless steel to be used for forming the high-pressure common rail pipe, and use the cross wedge rolling process to obtain the cross wedge rolled deformed billet 2, specifically: sawing with a shearing machine The alloy bar 1 is obtained, and then the alloy bar 1 is heated by electric induction at a temperature of 1100° C., and then the heated alloy bar 1 is put into a cross-wedge rolling mill using two rolls 6 with wedge-shaped molds in the same Rotate in the direction of the alloy bar and drive the round rolled piece alloy bar 1 to rotate. The alloy bar 1 undergoes radial compression and axial extension under the action of the wedge. The wedge-shape...
Embodiment 3
[0037] refer to figure 1 , a cross-wedge rolling strain-induced semi-solid die forging process for high-pressure common rail pipes for internal combustion engines, including the following steps:
[0038] The first step: bar cross wedge rolling: refer to figure 2 , image 3Preheating the cylindrical alloy bar 1 made of 0Cr18Ni9 stainless steel to be used for forming the high-pressure common rail pipe, and using the cross wedge rolling process to obtain the deformed billet 2 of cross wedge rolling, specifically: sawing with a shearing machine The alloy bar 1 is obtained, and then the alloy bar 1 is heated by electric induction at a temperature of 1200° C., and then the heated alloy bar 1 is put into a cross-wedge rolling mill using two rolls 6 with wedge-shaped molds in the same Rotate in the direction of the alloy bar 1 and drive the round rolling piece to rotate. The alloy bar 1 undergoes radial compression and axial extension under the action of the wedge. The wedge-shaped...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More