

High-strength bolt and its manufacturing method
A high-strength bolt and bolt technology, applied in the field of bolt processing, can solve the problems of plasticity and toughness that cannot reach high-strength bolts, and achieve the effect of improving service life, safe and reliable connection, and good quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
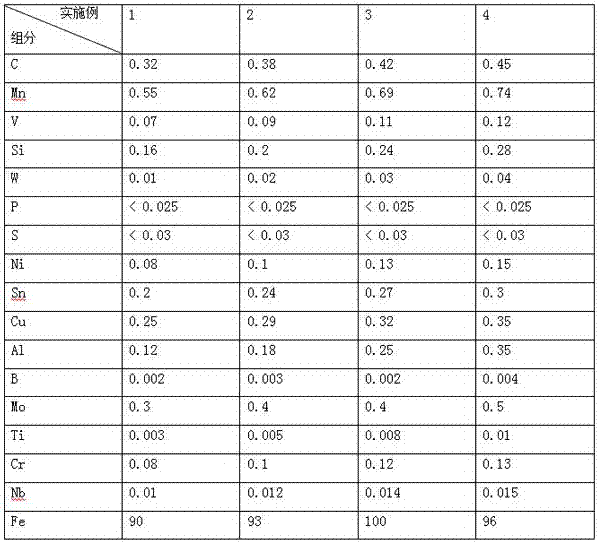
[0023] Select the steel plate of Example 1 in Table 1 with chemical composition and mass percentage ratio, and the specific processing steps are as follows:
[0024] (1) Material preparation: Select the steel plate with the above composition to be pickled and derusted, and cut a cylindrical blank of appropriate size according to the specification of the bolt;
[0025] (2) Softening annealing; softening annealing is divided into two times, specifically: first softening annealing: the billet is subjected to isothermal softening annealing in a bell furnace, the softening annealing temperature is 750 ° C, the holding time is 7 hours, and its hardness is controlled at less than HB120, control methanol flow rate 25ml / min, gas flow rate 0.2Nm3 / h to prevent surface carburization; secondary softening annealing: annealing temperature is 650℃, time 5h, alcohol flow rate 20ml / min, gas flow rate 0.2Nm3 / h;
[0026] (3) Cold forging forming: cut the annealed cylindrical raw material to the r...
Embodiment 2
[0033] Select the steel plate of Example 2 in Table 1 with chemical composition and mass percentage ratio, and the specific processing steps are as follows:
[0034] (1) Material preparation: Select the steel plate with the above composition to be pickled and derusted, and cut a cylindrical blank of appropriate size according to the specification of the bolt;
[0035] (2) Softening annealing; softening annealing is divided into two times, specifically: first softening annealing: the billet is subjected to isothermal softening annealing in a bell furnace, the softening annealing temperature is 800 ° C, the holding time is 8 hours, and its hardness is controlled at less than HB120, control methanol flow rate 30ml / min, gas flow rate 0.25Nm3 / h to prevent surface carburization; secondary softening annealing: annealing temperature is 700℃, time 6h, alcohol flow rate 25ml / min, gas flow rate 0.25Nm3 / h;
[0036] (3) Cold forging forming: cut the annealed cylindrical raw material to the...
Embodiment 3
[0043] Select the steel plate of Example 3 in Table 1 with chemical composition and mass percentage ratio, and the specific processing steps are as follows:
[0044] (1) Material preparation: Select the steel plate with the above composition to be pickled and derusted, and cut a cylindrical blank of appropriate size according to the specification of the bolt;
[0045] (2) Softening annealing; softening annealing is divided into two times, specifically: first softening annealing: the billet is subjected to isothermal softening annealing in a bell furnace, the softening annealing temperature is 780 ° C, the holding time is 7.5 hours, and its hardness is controlled at less than HB120, control methanol flow rate 30ml / min, gas flow rate 0.22Nm3 / h to prevent surface carburization; secondary softening annealing: annealing temperature is 680°C, time 5.5h, alcohol flow rate 23ml / min, gas flow rate 0.22Nm3 / h ;
[0046] (3) Cold forging forming: cut the annealed cylindrical raw material...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More