

Forging method for complex thin-rib stainless steel die forging with center hole
A technology for stainless steel dies and forgings, applied in the field of die forging of structural parts, can solve the problems of inability to guarantee the quality of forgings, coarse metal grains, and increased cost, and achieve the effects of eliminating piercing and folding defects, ensuring metallurgical quality, and reducing production costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
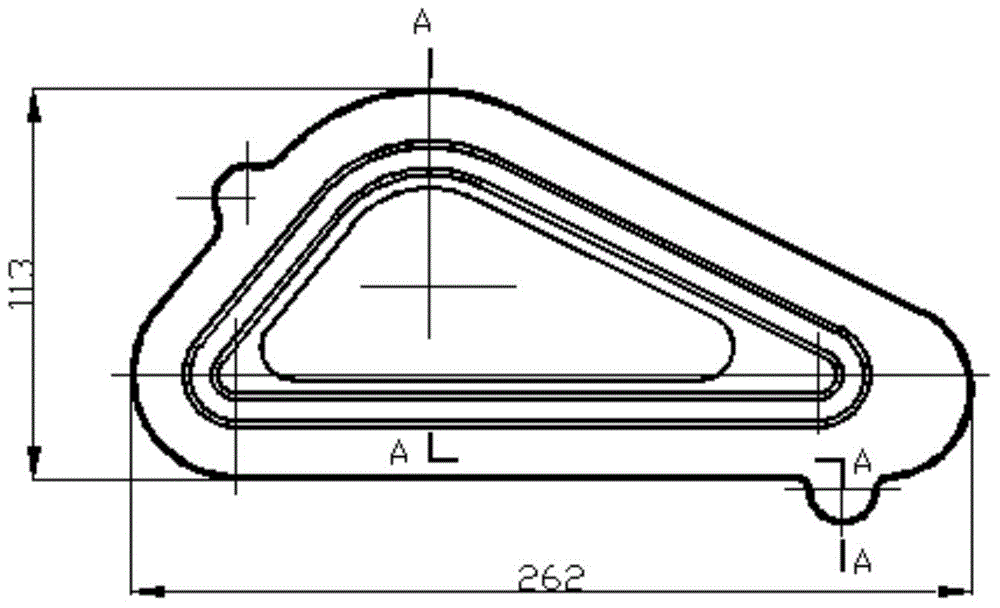
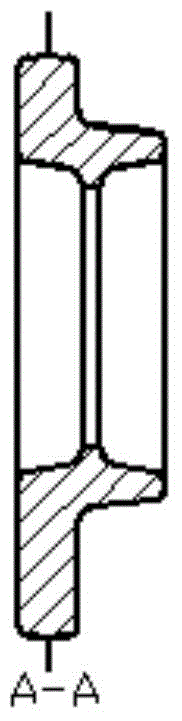
[0046] Attached below Figure 1a , attached Figure 1b The forging process of a typical forging of a 1Cr12Ni3MoVN material mounting seat is shown as an example, and the forging process steps of complex forgings with irregular shapes, thin ribs, and intermediate holes are explained in detail:
[0047] 1. Use a band sawing machine to cut the bar, and use a grinder to grind and remove the burrs on both ends;
[0048] 2. Use a natural gas forging heating furnace to heat the finished billet, the heating temperature is 1160°C, use a 400kg free forging hammer to make the billet, and the forging stop temperature is 950°C. In order to match the subsequent forging process, the shape is as attached figure 2 shown;
[0049] 3. Grinding obvious defects such as hammering after forging;
[0050] 4. Use a natural gas forging heating furnace to heat the blank. The heating temperature is 1150°C. Use a 3-ton electro-hydraulic die forging hammer for pre-forging. The forging stop temperature is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More