

Sizing and rolling process of thick-walled seamless steel pipe by two-roller cross-rolling mill
A seamless steel pipe and skew rolling mill technology, applied in metal rolling, rolling force/roll gap control, etc., can solve the problems of complicated equipment and equipment, difficult to popularize, outward folding, etc., achieve high geometric dimensional accuracy, and be beneficial to product prices. , the effect of saving production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] Example 1 The sizing process of thick-walled seamless steel pipes using a two-roll skew rolling mill
[0034] 1) If the outer diameter of the finished steel pipe to be obtained is 610mm, then adjust the roll 1 roll spacing of the two-roll skew rolling mill so that the roll 1 roll spacing is 616mm (610mm*1.01 times) the outer diameter of the finished steel pipe;
[0035] Adjust the guide disc distance of the two-roll skew rolling mill so that the guide disc distance is 628mm (616mm*1.02 times) of the roll distance of roll 1;
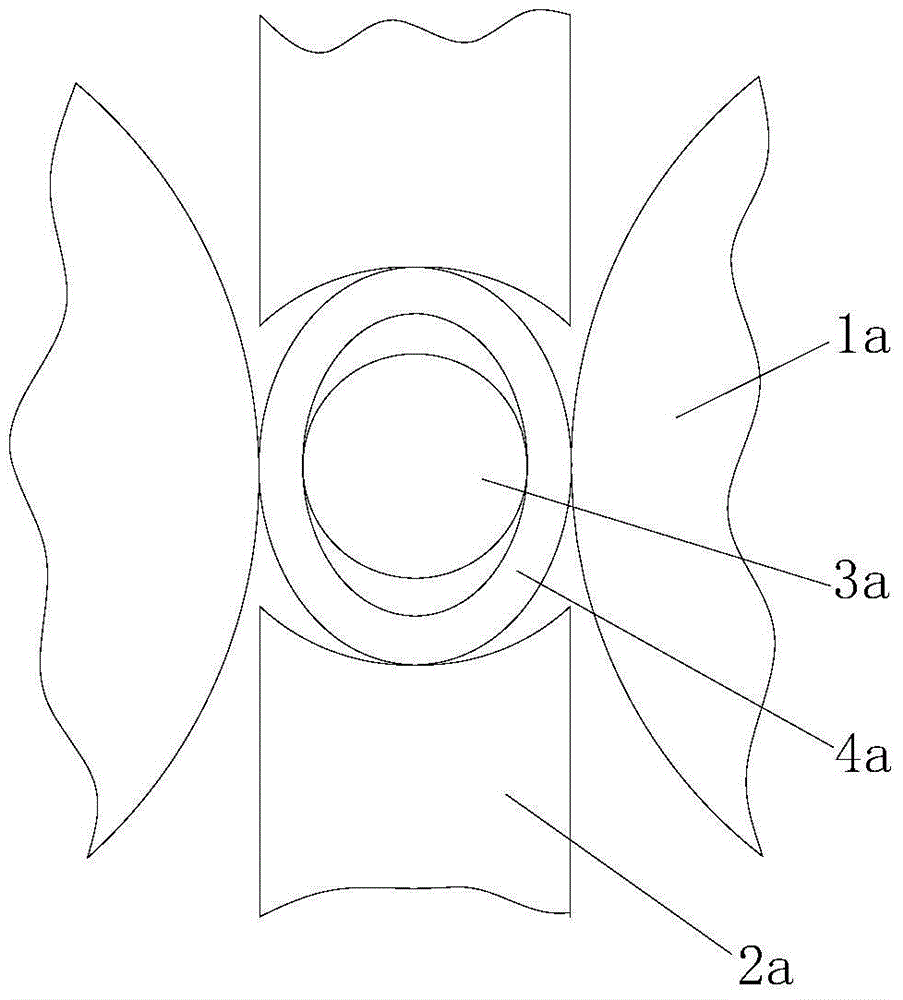
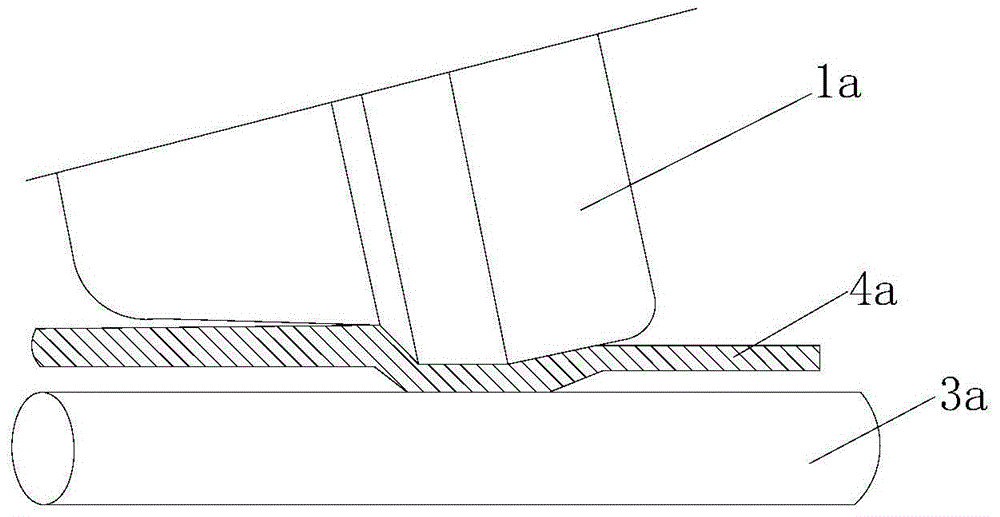
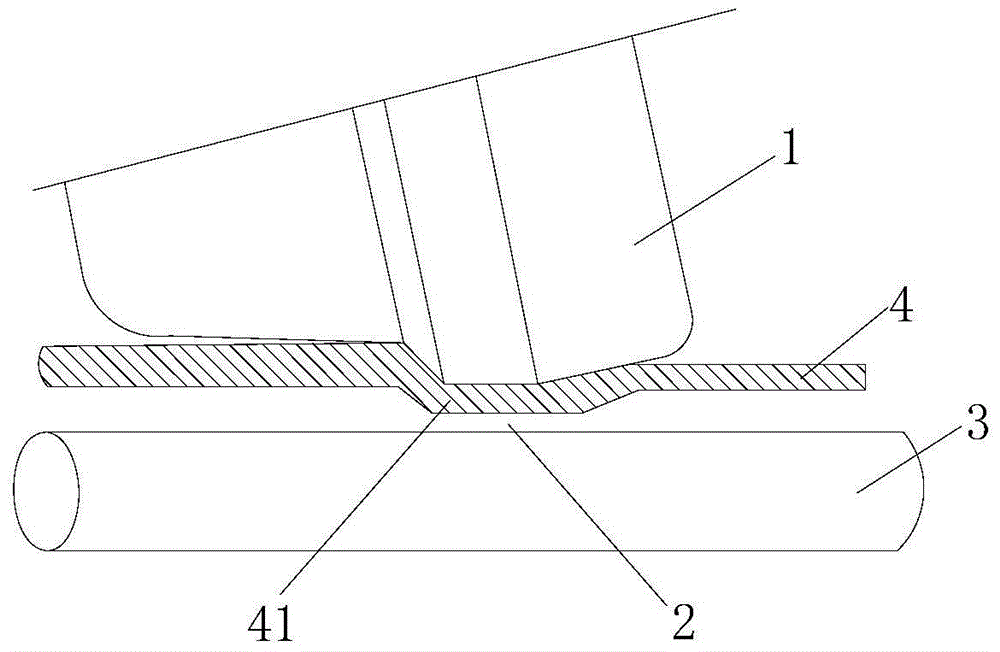
[0036] 2) Set the blank pipe 4 on the sizing mandrel 3 of the two-roll skew rolling mill, and carry out sizing rolling under the action of the roll 1 and the guide plate to obtain a thick-walled seamless steel pipe. The thickness of the thick-walled seamless steel pipe is The wall thickness is 120mm;
[0037] During sizing and rolling, the part of the blank pipe 4 that is in contact with the roll 1 is the rolling section 41, and there is always a ...
Embodiment 2
[0040] Embodiment 2 Rolling process of thick-walled seamless steel pipe
[0041] It includes a heating process, a piercing process, a wall reduction process and a sizing process in sequence, and the wall reduction process is carried out by a two-roll skew rolling mill.
[0042] The sizing process includes:
[0043] 1) If the outer diameter of the finished steel pipe is to be 660mm, then adjust the roll 1 roll distance of the two-roll skew rolling mill used during the wall reduction process so that the roll 1 roll distance is 1.01 times the outer diameter of the finished steel pipe;
[0044] Adjust the guide disc distance of the two-roll skew rolling mill so that the guide disc distance is 1.02 times the distance of roll 1;
[0045] 2) Replace the mandrel used in the wall-reducing process of the two-roll skew rolling mill with the sizing mandrel 3, and set the 4 sets of waste tubes obtained after the wall-reducing process on the sizing mandrel 3, and place them on the sizing m...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More