

A preparation process of high-strength marine steel
A preparation process and high-strength technology, applied in the direction of manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of inability to produce large-sized rolled pieces, difficult division of the next process, and inability to realize the common use of billets. Small bending deformation, meet the needs of large-scale high-speed production and output, and the effect of easy division
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0023] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
[0024] The concrete steps of present embodiment production technology are as follows:
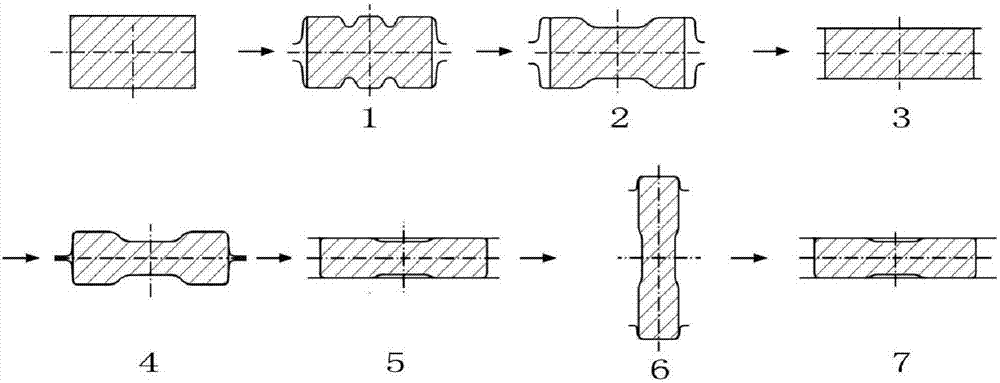
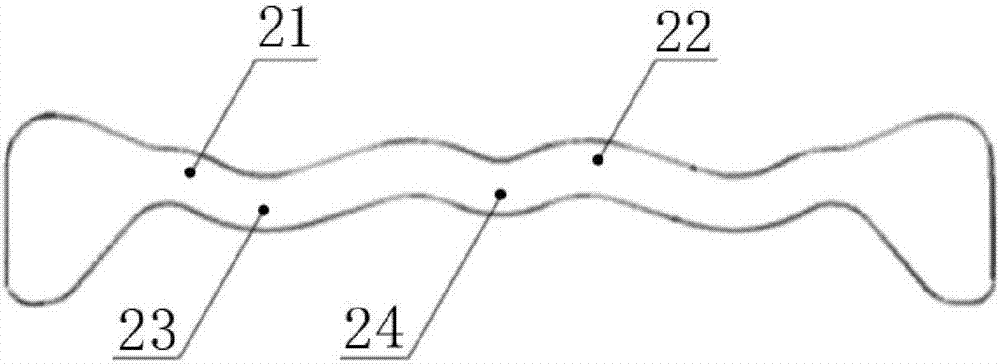
[0025] (1) Rolling by the first blanking machine (BD1): After the rectangular billet is heated, the rectangular billet is widened into a flat billet by BD1. The widening process is to first press the groove on the slab, and then press the groove The side bosses are flattened. Through partition rolling, the extension of the rolled piece is reduced and the width is increased, so that the amount of width is 30% more than that of conventional width, and at the same time, the slab can be fully widened with a small force, suitable for width Large format slabs. Such as figure 1 As shown, the rolling of BD1 in this embodiment specifically includes 7 passes: in the 1st pass, two grooves are respectively pressed out on the upper and lower sides of the slab; in the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More