

Manufacturing method of two-component superfine non-woven filtering material
A filter material and manufacturing method technology, applied in the direction of non-woven fabrics, textiles and papermaking, etc., can solve the problems of slow filtration rate, large pressure difference, and large filtration resistance, so as to reduce filtration resistance, improve application space, and high filtration efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
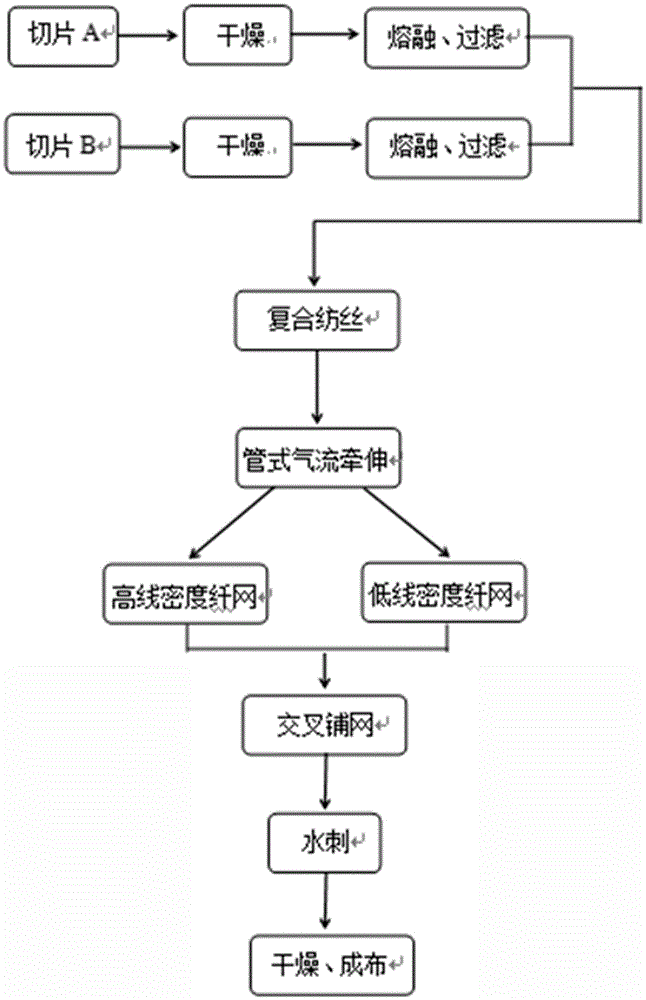
Method used
Image

Examples
Embodiment 1
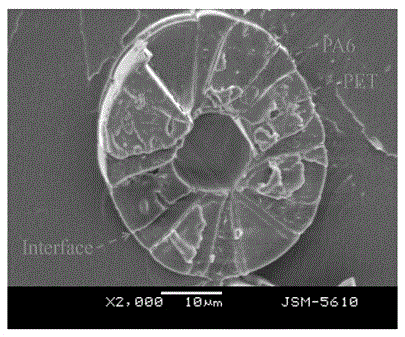
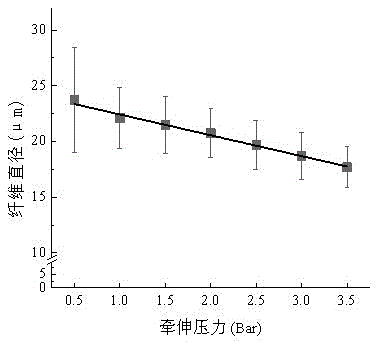
[0021] Example 1: PET and PA6 slices are selected as raw materials, and the mass ratio of PET / PA6 is 70 / 30. Firstly, the raw materials are dried, and then melted in their respective screw extruders (the temperature of each zone is shown in Table 1), and then enter the compound after filtration. Spinning components and extruding from the spinneret hole to obtain hollow segmental bicomponent fibers, hollow segmental segmental bicomponent fibers (cross section such as figure 2 Shown) After the tubular air drafting with a pressure of 0.5Bar~3.5Bar, the square meter weight of 100g / m2 is obtained on the web curtain 2 The fiber web is then subjected to 4 stages of spunlace, and the spunlace pressure is 150 Bar respectively, and after drying, a two-component nonwoven filter material is obtained. The diameters of fibers under different drafting pressures are as follows: image 3 Shown, and the filtration performance of ultrafine nonwovens after spunlace opening is shown in Table 2. ...
Embodiment 2
[0026] Example 2: PET and PA6 slices are selected as raw materials, and the mass ratio of PET / PA6 is 70 / 30. Firstly, the raw materials are dried, and then melted in their respective screw extruders (the temperatures in each zone are shown in Table 1), and enter the composite after filtration. Spinning components and extruding from the spinneret hole to obtain hollow segmental bicomponent fibers, hollow segmental segmental bicomponent fibers (cross section such as figure 2 Shown) After being drawn by a tubular airflow with a pressure of 3.5Bar, the square meter weight of 200g / m is obtained on the web curtain 2 The fiber web is then subjected to 4 stages of spunlace, and the spunlace pressure is 150 Bar respectively, and after drying, a two-component nonwoven filter material is obtained. Table 3 shows the filtration performance of ultrafine nonwovens after spunlace opening.
[0027] Table 3 Filtration performance of different types of two-component materials
[0028]
Embodiment 3
[0029] Example 3: PET and PA6 slices are selected as raw materials, and the mass ratio of PET / PA6 is 50 / 50. First, the raw materials are dried, and then melted in their respective screw extruders (the temperatures in each zone are shown in Table 1), and then enter the composite after filtration. Spinning components and extruding from the spinneret hole to obtain hollow segmental bicomponent fibers, hollow segmental segmental bicomponent fibers (cross section such as figure 2 Shown) After being drawn by a tubular airflow with a pressure of 3.5Bar, the square meter weight of 200g / m is obtained on the web curtain 2 The fiber web is then subjected to 4 stages of spunlace, and the spunlace pressure is 150 Bar respectively, and after drying, a two-component nonwoven filter material is obtained. Table 3 shows the filtration performance of ultrafine nonwovens after spunlace opening.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More