

A kind of 1000mpa grade low-carbon hot-dip galvanized dual-phase steel and its preparation method
A dual-phase steel and hot-dip galvanizing technology, applied in hot-dip galvanizing process, coating, metal material coating process, etc., can solve the problems of increased production difficulty, reduced welding performance, and unsatisfactory performance, and achieve excellent mechanical properties Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
preparation example Construction
[0040] The preparation method of above-mentioned a kind of 1000MPa grade low-carbon hot-dip galvanized dual-phase steel comprises the following steps:
[0041] a. Smelting process: smelting according to the weight percentage composition of the above-mentioned 1000MPa low-carbon hot-dip galvanized dual-phase steel, and casting into slabs;
[0042] b. Hot rolling process: After the slab is heated, dephosphorized, hot-rolled and laminar cooling, hot-rolled coils are obtained; wherein, the starting temperature of the finish rolling is 1000-1100°C, and the finishing rolling temperature is 850-950°C , the coiling temperature is 600~700℃;
[0043] c. Pickling process: the hot-rolled coil is pickled and cold-rolled to prepare a cold-rolled thin strip; wherein, the cold-rolled reduction rate is 40-60%;
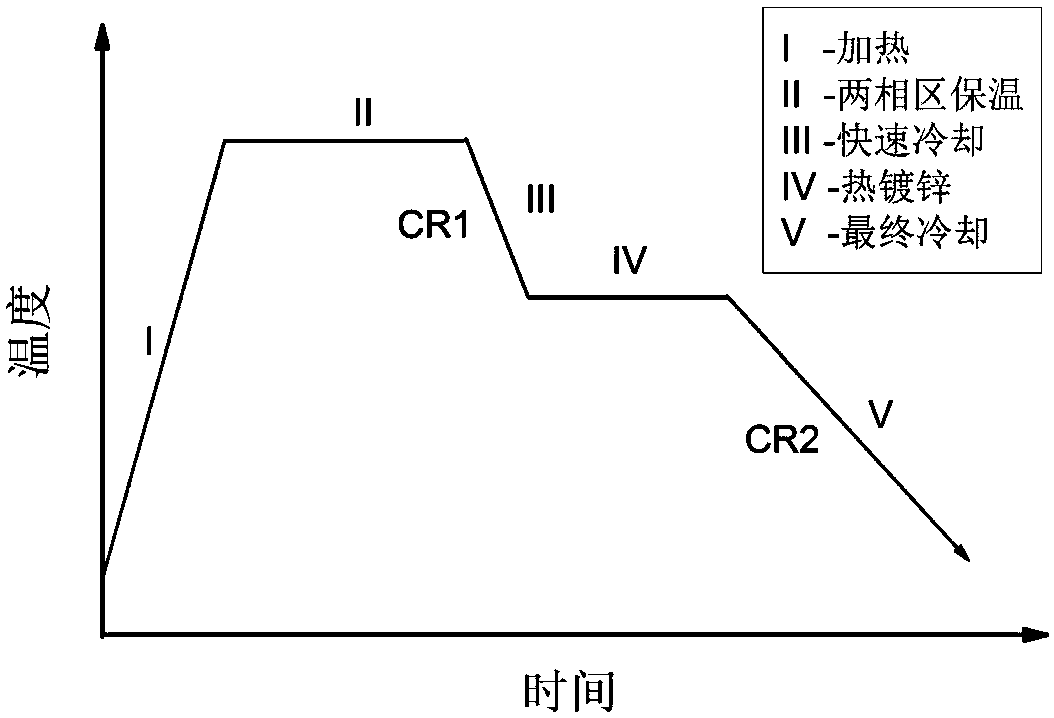
[0044] d. Hot-dip galvanizing annealing process: hot-dip galvanized dual-phase cold-rolled steel is prepared after cold-rolled thin strip steel is subjected to hot-dip galvanizing and...
Embodiment 1
[0052] The preparation method of 1000MPa grade low-carbon hot-dip galvanized dual-phase steel provided by the present invention has the following processes:
[0053] (1) Through the smelting process, a dual-phase steel slab with the chemical composition shown in Table 1 is prepared:
[0054] Table 1 Chemical Composition of Duplex Steel (wt.%)
[0055]
[0056] (2) After heating, dephosphorization, hot rolling and laminar cooling to obtain hot rolled coils, the starting temperature of finish rolling is 1000-1100°C, the finishing rolling temperature is 850-950°C, and the coiling temperature is 600°C ~700°C; the specific hot rolling process parameters are shown in Table 2 below:
[0057] Table 2 Main process parameters of hot rolling
[0058] Numbering
Finishing temperature / ℃
Finishing temperature / ℃
Coiling temperature / ℃
Hot rolling thickness / mm
DP1
1250
1050
850~900
550~600
4.0
DP2
1250
1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More