

Laser drilling machining method
A laser perforation and processing method technology, applied in laser welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of step-by-step perforation affecting perforation efficiency, prone to explosion, and disproportionate increase in perforation time, etc. The generation of laser-induced plasma, the improvement of perforation efficiency and stability, and the effect of reducing laser power
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
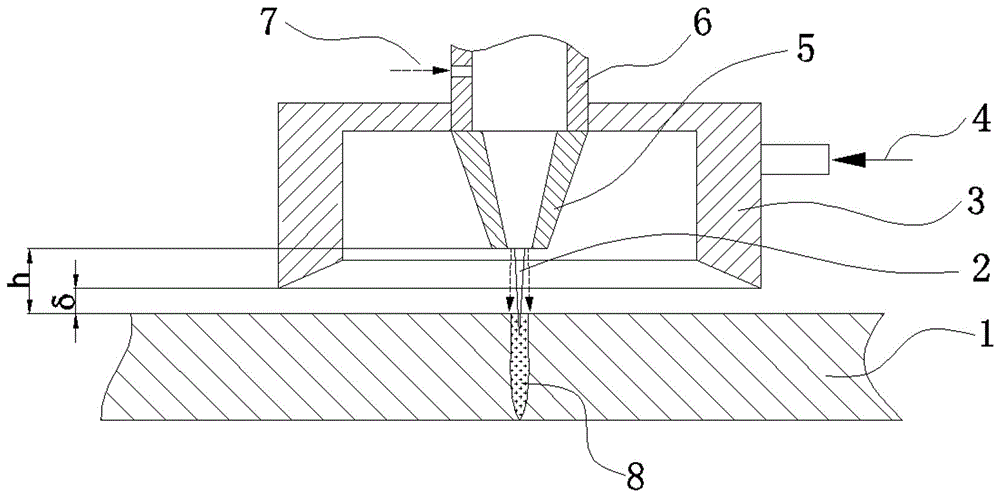
[0033] Such as figure 1 As shown, the workpiece to be cut is a carbon steel plate with a thickness of 20 mm to 35 mm. The vacuum cover installed on the cutting head forms a partial vacuum environment in the laser cutting perforation area. During the laser perforation process, the material has a strong melting ability, and the vapor pressure of the metal vapor in the perforation small hole is low, which avoids the formation of a large amount of molten metal sprayed upwards. Hole blasting realizes high-quality perforation processing.
[0034] In this embodiment, the laser drilling method includes the following steps.
[0035] Step 1: remove impurities on the upper surface of the workpiece 1 to be cut, and these impurities include water stains, oil stains, rust and other impurities that affect the welding quality.
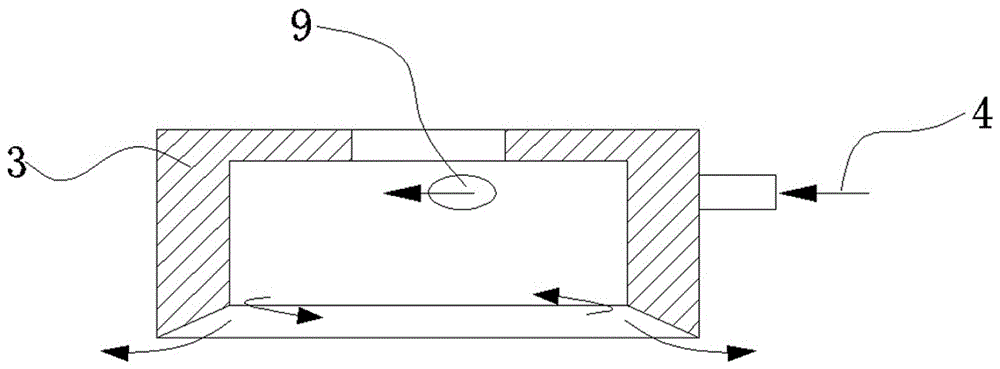
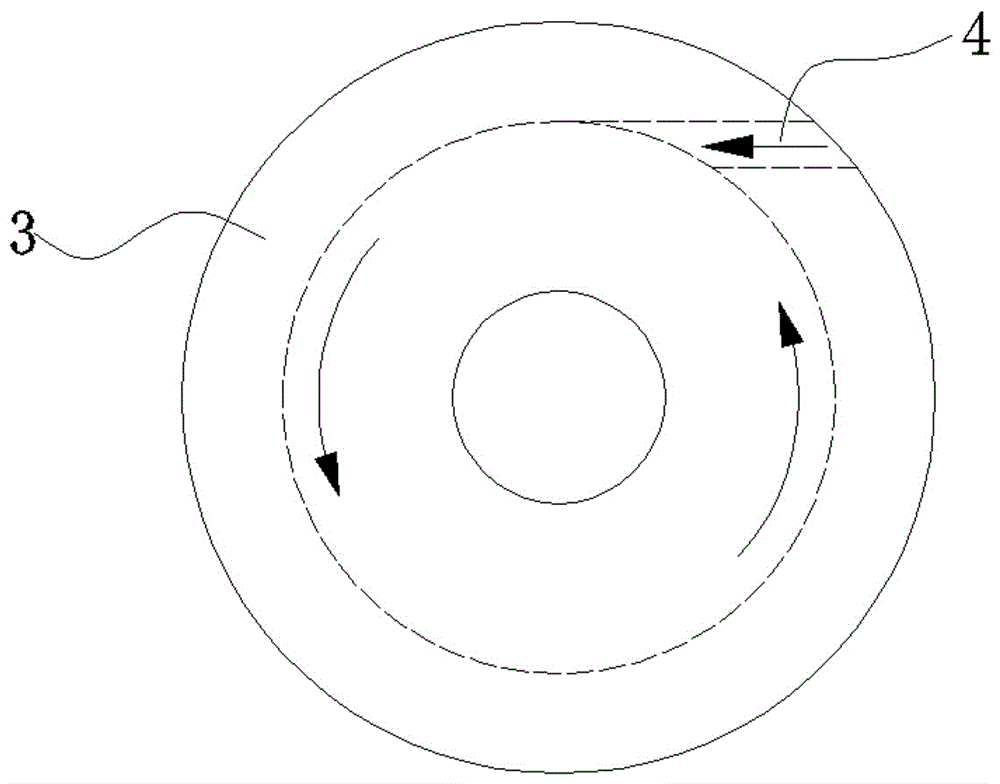
[0036] Step 2: Connect the cyclone vacuum cover 3 to the laser cutting head 6, the vacuum cover 3 can rotate on the laser cutting head 6, and the distance between t...
specific Embodiment approach 2
[0044] Such as figure 1 As shown, the workpiece to be cut is a stainless steel plate with a thickness of 15 mm to 25 mm. The vacuum cover installed on the cutting head forms a partial vacuum environment in the laser cutting perforation area. During the laser perforation process, the material has a strong melting ability, and the vapor pressure of the metal vapor in the perforation small hole is low, which avoids the formation of a large amount of molten metal sprayed upwards. Hole blasting realizes high-quality perforation processing.
[0045] In this embodiment, the laser drilling method includes the following steps.
[0046] Step 1: remove impurities on the upper surface of the workpiece 1 to be cut, and these impurities include water stains, oil stains, rust and other impurities that affect the welding quality.
[0047] Step 2: Connect the cyclone vacuum cover 3 to the laser cutting head 6, the vacuum cover 3 can rotate on the laser cutting head 6, and the distance between ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More