

Production line and preparation method of elastic and breathable arc-shaped folded type composite non-woven fabric
A non-woven fabric and crepe-type technology, which is applied in the production line and production field of elastic and breathable arc-shaped crepe composite non-woven fabrics, can solve the problem of blocking the air permeability of elastic non-woven fabrics, reducing the air permeability of composite non-woven fabrics, and inconvenient Combination of non-woven fabrics and other issues to achieve the effect of ensuring comfort, reliable lamination, and high temperature resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
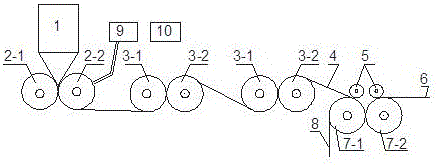
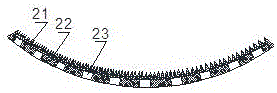
[0013] Embodiment 1: with reference to attached figure 1 . An elastic and air-permeable arc-shaped crepe-type composite non-woven fabric production line, including a PLC controller 10, elastic polymer resin casting die 1 below elastic and air-permeable casting die forming rollers 2-1 and 2-2, multiple pairs Longitudinal elastic air-permeable film stretching roller groups 3-1 and 3-2 are arranged laterally on one side of the elastic air-permeable casting die forming roller group in turn, and composite forming roller groups 7-1 and 7-2 are laterally located on multiple pairs of elastic air-permeable film stretching rollers. Elastic air-permeable film at the end of the roller group stretches one side of the roller group 3-1 and 3-2, and the roller surface in the composite forming roller group 7-1 and 7-2 is covered with circular grooves and convex points matching the concavo-convex points. The elastic air-permeable membrane stretching roller group is composed of a smooth roller ...
Embodiment 2
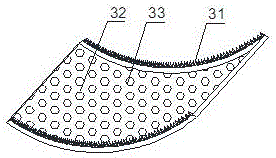
[0015] Embodiment 2: On the basis of Embodiment 1, the elastic and air-permeable cast film forming roll set is a negative pressure perforated cast film forming roll set, or a concave-convex point perforated cast film forming roll set. The negative pressure perforated cast film forming roll group is composed of a smooth roll 2-1 and a negative pressure perforated roll 2-2; the roll surface of the negative pressure perforated roll 2-2 is covered with negative pressure suction ports and the negative pressure suction The ports communicate with the negative pressure cavity in the negative pressure punching roller through their respective flow channels, and the negative pressure cavity communicates with the negative pressure suction source 9 through connecting pipes.
Embodiment 3
[0016] Embodiment 3: On the basis of Embodiment 1, the concave-convex point perforated cast film forming roll set is composed of conical grooved rolls and conical convex cone rolls that match each other.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More