

High-performance gate valve casting
A high-performance, gate valve technology, applied in the direction of casting molds, casting mold components, casting molding equipment, etc., can solve the problems of loose structure, complex gate valve structure, increase production cost, etc., achieve tight surface and internal structure, and improve the finished gate valve product. Qualified rate, the effect of reducing the waste of raw materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
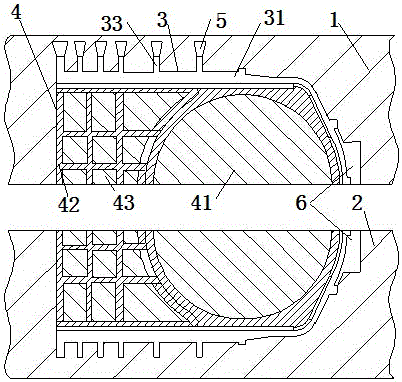
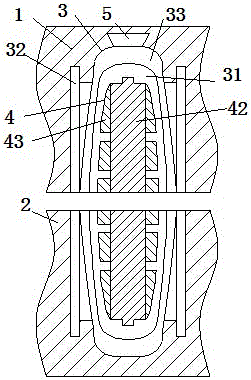
[0020] Embodiment 1: A high-performance gate valve casting, constituted as Figure 1 to Figure 4 As shown, including the upper sand box and the lower sand box, the upper sand box and the lower sand box are based on the shape of the product mold, the product is flow coated as a whole, and the core is equipped in the cavity with brush coating; including the upper sand box 1 and the lower sand box 2 , the upper sand box 1 and the lower sand box 2 are provided with a symmetrically arranged cavity 3, and a core 4 is provided in the cavity 3; the cavity 3 includes a gate groove cavity 31, and the gate groove cavity 31- A nozzle cavity 32 with a semi-cylindrical structure is provided on the side, and a group of rib cavity 33 is evenly arranged on the inner wall of the gate groove cavity 31; The nozzle core 41 of cylindrical structure and the ram groove core 42 arranged in the ram groove cavity 31, the front and rear sides of the ram groove core 43 are respectively provided with a gro...
Embodiment 2
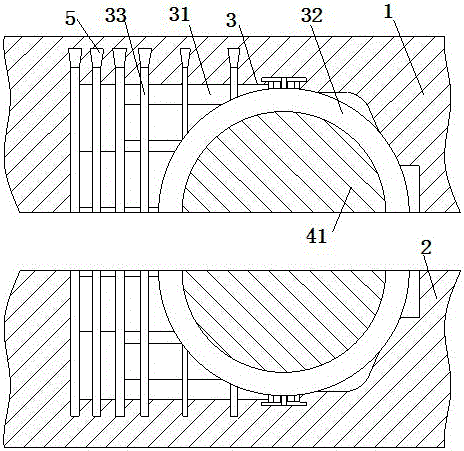
[0024] Embodiment 2: a high-performance gate valve casting, constituted as Figure 5 and Image 6 As shown, the upper sand box 1 and the lower sand box 2 are included, and the upper sand box 1 and the lower sand box 2 are provided with a symmetrically arranged mold cavity 3, and a mold core 4 is arranged in the mold cavity 3; the mold cavity 3 includes a gate Plate groove cavity 31, one side of the gate groove cavity 31 is provided with a nozzle cavity 32 of semi-cylindrical structure, and a group of rib cavity 33 is evenly arranged on the inner wall of the gate groove cavity 31; The core 4 includes a nozzle core 41 of semi-cylindrical structure arranged in the nozzle cavity 32 and a ram groove core 42 arranged in the ram groove cavity 31, and the front and rear sides of the ram groove core 43 are respectively provided with There is a group of groove cores 43 with a square structure; the upper end of the rib cavity 33 arranged in the upper sand box 1 is provided with a riser ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More