

Aluminium alloy brazing sheet
A technology for brazing plates and aluminum alloys, applied in the direction of welding media, welding equipment, welding equipment, etc., can solve problems such as damage to brazing performance or appearance, reduced corrosion resistance of solder, surface oxidation, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
experiment example 1
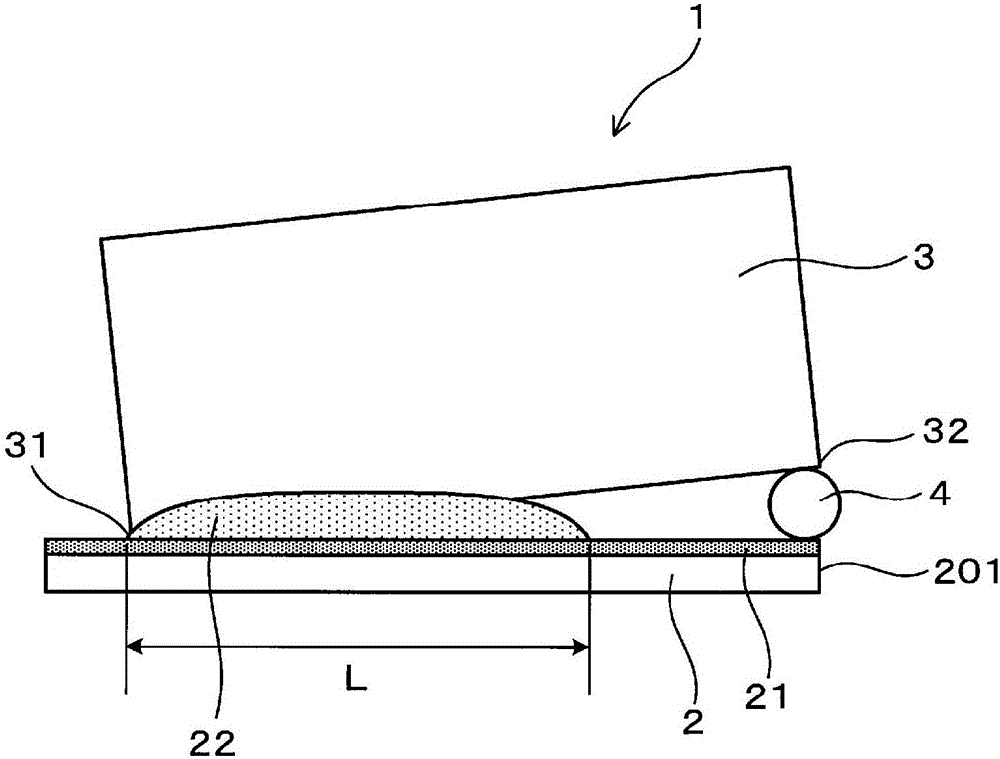
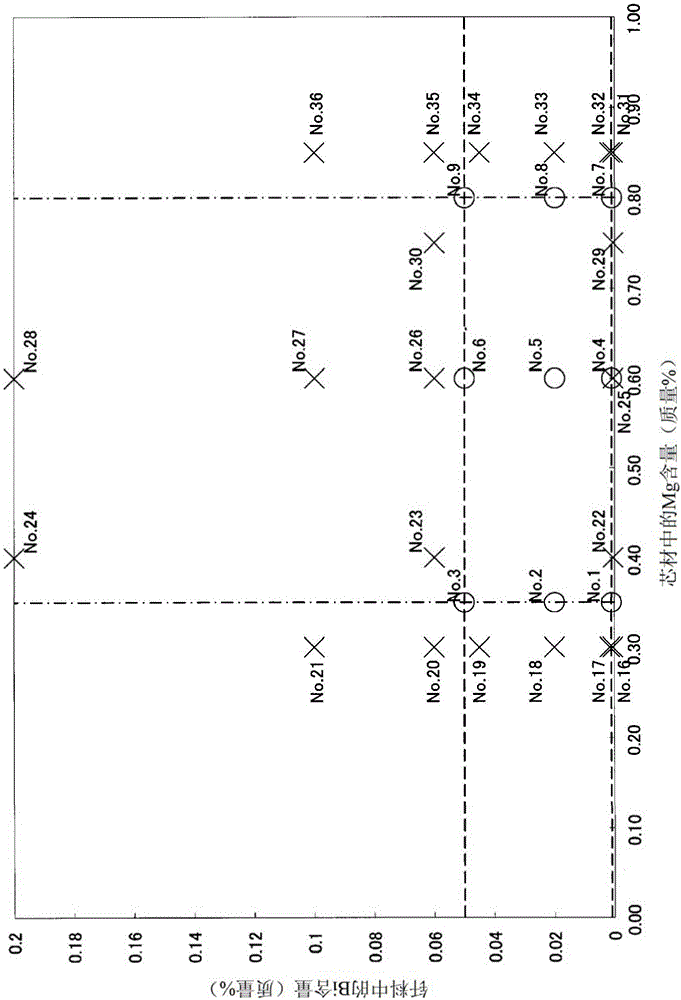
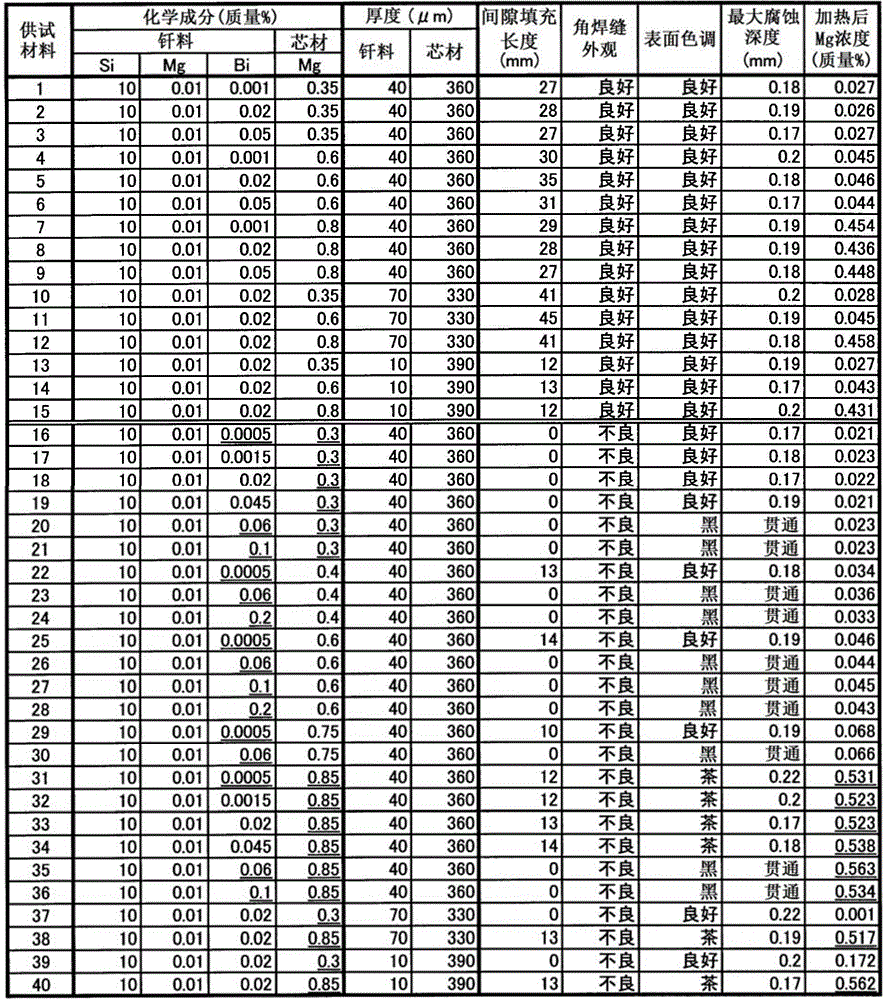
[0079] As shown in Table 1, this example is an example of a brazing sheet in which the Bi content of the brazing filler metal and the Mg content of the core material were variously changed. Production of the core material was carried out in the following procedure. An ingot having the chemical composition shown in Table 1 was produced by semi-continuous casting, and then soaked for this ingot. After that, the surface of the ingot is cut to a predetermined size. The preparation of the solder was carried out in the following procedure. Ingots having chemical compositions shown in Table 1 were produced by semi-continuous casting, and the ingots were hot-rolled to a predetermined thickness. The brazing filler metal is laminated on one surface of the core material obtained as above, hot rolling and cold rolling are performed in this order, and the brazing filler metal is coated on the core material. Thus, test materials 1 to 40 were prepared. Table 1 shows a more detailed struc...
experiment example 2
[0103] As shown in Table 2, this example is an example of a brazing sheet in which elements such as Be and Li are intentionally added to the solder. The test materials (test materials 41 to 56) of this example were produced in the same manner as in Experimental Example 1, except that the chemical components of the core material and the brazing filler metal were changed as shown in Table 2.
[0104] The gap filling test of test materials 41-56 was performed by the same method as Experimental Example 1, and the measurement of the gap filling length and the evaluation of the fillet weld appearance were performed. Table 2 shows the results.
[0105] 【Table 2】
[0106]
[0107] As can be seen from Table 2, when the thickness of the brazing filler metal is 40 μm, even if a very small amount of easily oxidized elements such as Mg, Be, and Li (test materials 41 to 48) are added to the brazing filler metal, practically no oxidizing elements can be obtained. problem with solderabil...
experiment example 3
[0109] This example is an example of a brazing sheet in which the chemical components of the brazing material and the core material were changed as shown in Table 3. The test materials (test materials 57 to 64) of this example were produced in the same manner as in Experimental Example 1, except that the chemical components of the core material and the brazing filler metal were changed as shown in Table 3.
[0110] The gap filling test and the CASS test of test materials 57 to 64 were performed by the same method as Experimental Example 1, and the measurement of the gap filling length and the maximum corrosion depth and the evaluation of the fillet weld appearance were performed. Table 3 shows the results.
[0111] 【table 3】
[0112]
[0113] As can be seen from Table 3, the brazing properties and corrosion resistance of the test materials 57 and 58 containing Zn in the above-mentioned specific range in the brazing filler metal were further improved compared with the test ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More