

Thick plate vertical butt joint welding method
A welding method and butt welding technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as high operational difficulty, poor welding quality stability, and reduced welding efficiency, so as to reduce operational difficulty and heat input , Improve the effect of welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
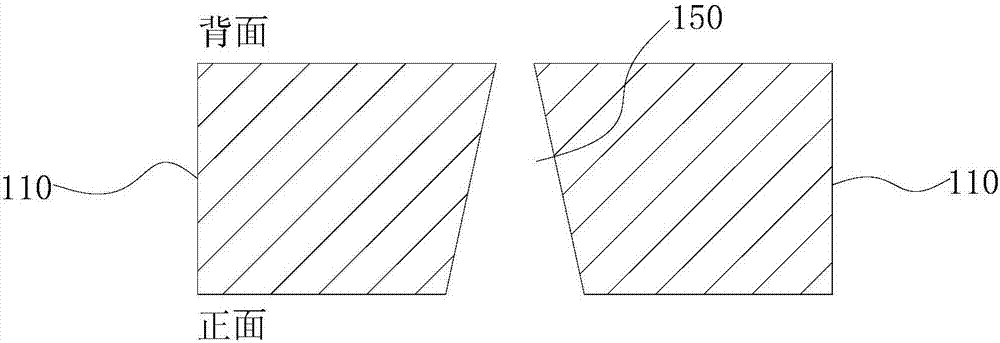
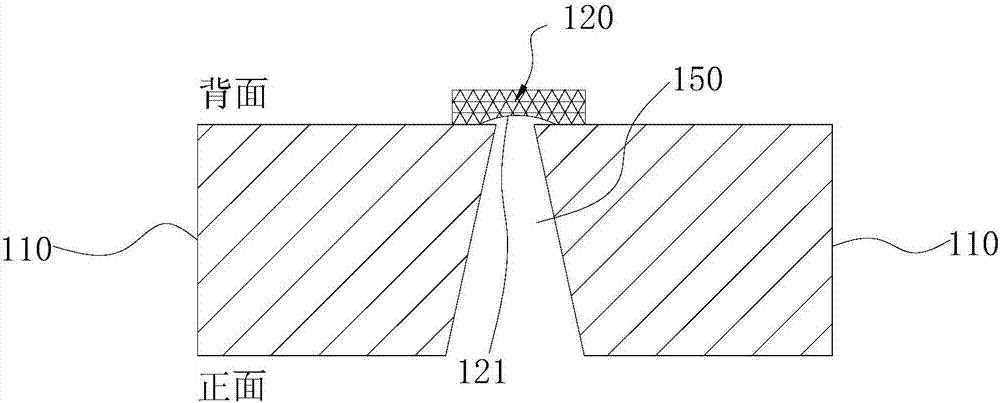
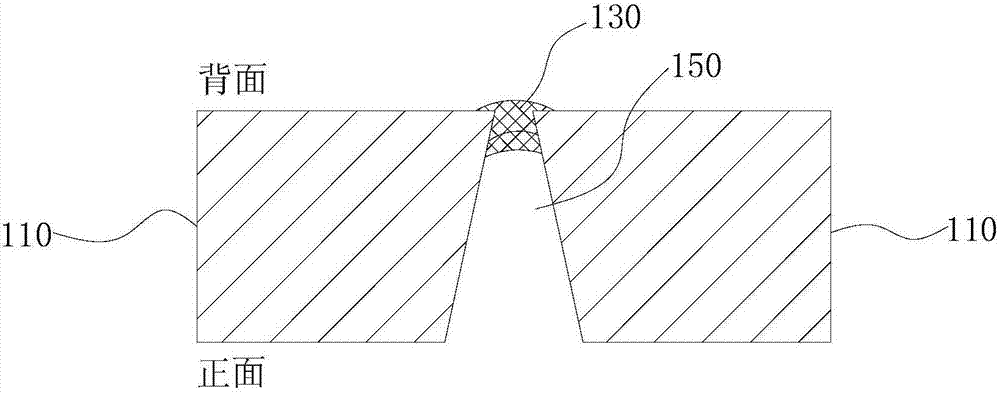
[0051] like Figures 1 to 4 As shown, in this embodiment, a vertical butt welding method for thick plates is provided. Specifically, a butt weldment 110 is provided, a groove for welding is provided on the butt weldment 110, and CO2 gas shielded welding is used to weld in the groove to form The weld primer layer 130 is welded on the weld primer layer 130 by vertical gas electric welding to complete the remaining groove filling to form the weld seam cover layer 140 . Using CO2 gas shielded welding to weld the groove first can form a weld base layer 130 that is difficult to weld through in the groove and at the bottom of the groove, thereby ensuring the welding quality of the subsequent vertical gas-electric welding. The combination of the two welding methods is thicker Welding the butt weldment 110 can not only reduce the operation difficulty, improve the welding quality, but also effectively reduce the heat input of welding.
[0052] The specific operation steps are as follow...
Embodiment 2
[0063] like Figures 5 to 8 As shown, in this embodiment, a vertical butt welding method for thick plates is provided. Specifically, a butt weldment 210 is provided, a groove for welding is provided on the butt weldment 210, and CO2 gas shielded welding is used to weld in the groove to form The weld primer 230 is welded on the weld primer by vertical gas electric welding to complete the remaining groove filling, so as to form the weld cover 240 . CO2 gas shielded welding is used to weld the groove first, which can form a weld base layer 230 that is difficult to weld through in the groove and at the bottom of the groove, thereby ensuring the welding quality of the subsequent vertical gas-electric welding. The combination of the two welding methods is thicker Welding the butt weldment 210 can not only reduce the operation difficulty, improve the welding quality, but also effectively reduce the heat input of welding.
[0064] The specific operation steps are as follows:
[0065...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More