Method for casting high-quality castings through blast furnace molten iron with short process
A blast furnace hot metal, short process technology, applied in the field of metallurgical casting, can solve the problems of low mechanical properties of castings, uneven solidification structure, uniform structure of cast iron, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0051] In the intermediate frequency furnace, first put the returned material and scrap steel, and pour the blast furnace molten iron into the intermediate frequency furnace, and the blast furnace molten iron exchanges heat with the returned material and iron-containing waste to solidify the molten iron; the blast furnace molten iron accounts for 50% of the total weight of all materials in the intermediate frequency furnace , the scrap steel is 20±1% of the total weight of the blast furnace molten iron, and the rest is returned charge and ferroalloy; the described return charge is waste casting; the blast furnace molten iron exchanges heat with the return charge and scrap steel in the intermediate frequency furnace, and the blast furnace molten iron has a solidification process , Partial solidification of blast furnace hot metal in contact with return charge and scrap steel;
[0052] Before the materials in the intermediate frequency furnace are completely solidified, start the...
Embodiment 2
[0058] Method is with embodiment 1, and difference is:
[0059] (1) The molten iron in the blast furnace accounts for 55% of the total weight of all materials in the intermediate frequency furnace; the returned material is the pouring riser;
[0060] (2) Add ferrosilicon alloy and ferromanganese alloy so that the weight percentage of silicon in all materials in the intermediate frequency furnace is 1.7%, and the weight percentage of manganese is 0.55%, and then heat up to 1545°C; add carburant to control the carbon in all materials The weight percentage is at 3.0%;
[0061] (3) The molten iron in the intermediate frequency furnace is kept at 1545°C for 14 minutes;
[0062] (4) The amount of inoculant is 0.55% of the total weight of all materials in the ladle;
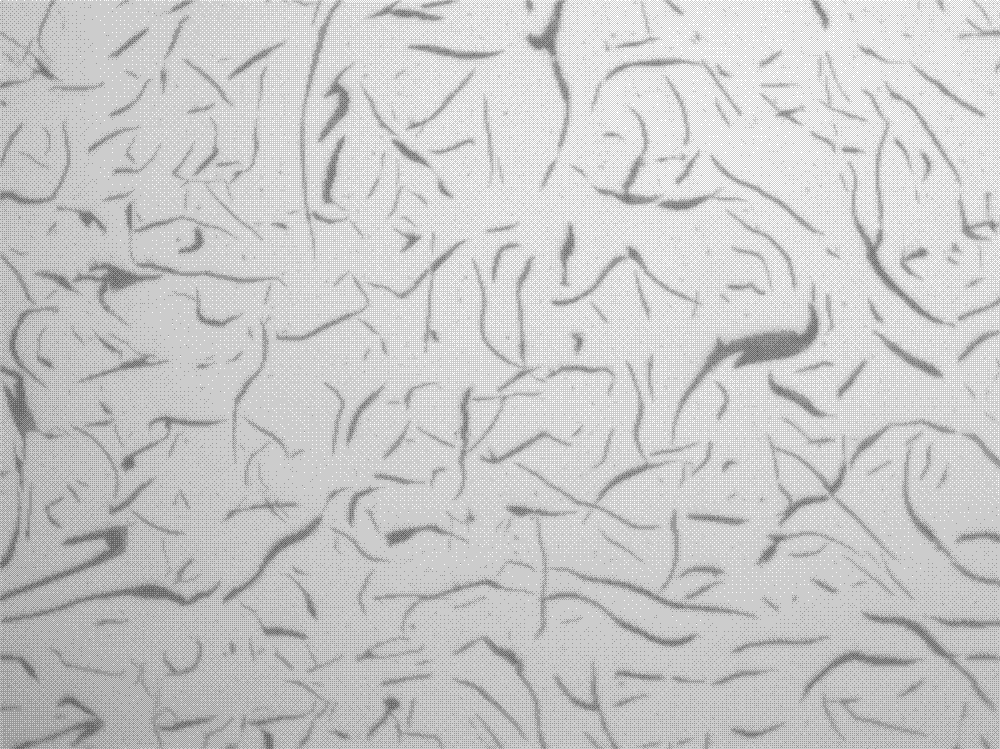
[0063] (5) The obtained gray cast iron contains C 3.3%, Si 1.9%, Mn 0.7%, S≤0.08%, P figure 2 As shown, the tensile strength is 269MPa, and the hardness (HB) is 176.
Embodiment 3
[0065] Method is with embodiment 1, and difference is:
[0066] (1) The blast furnace molten iron accounts for 60% of the total weight of all materials in the intermediate frequency furnace; the said returned materials are waste castings and pouring risers;
[0067] (2) Add ferrosilicon alloy and ferromanganese alloy, so that the weight percentage of silicon in all materials in the intermediate frequency furnace is 1.6%, and the weight percentage of manganese is 0.6%, and then heat up to 1550°C; add carburant to control the carbon in all materials The weight percentage is 3.4%;
[0068] (3) The molten iron in the intermediate frequency furnace is kept at 1550°C for 13 minutes;
[0069] (4) The amount of inoculant is 0.6% of the total weight of all materials in the ladle;
[0070] (5) The obtained gray cast iron contains 3.3% of C, 1.9% of Si, 0.7% of Mn, S≤0.08%, P<0.15%, 0.3% of Cr by weight percentage, and the balance is Fe and unavoidable impurities; the structure is Pea...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com