

Production equipment and preparation method for wear-resistant and puncture-resistant polypropylene plate
A polypropylene sheet and production equipment technology, applied in chemical instruments and methods, layered products, layered product processing, etc., can solve problems such as increased bonding difficulty, easy peeling, and complicated operation, and achieves a high degree of automation, Simple operation and efficient bonding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
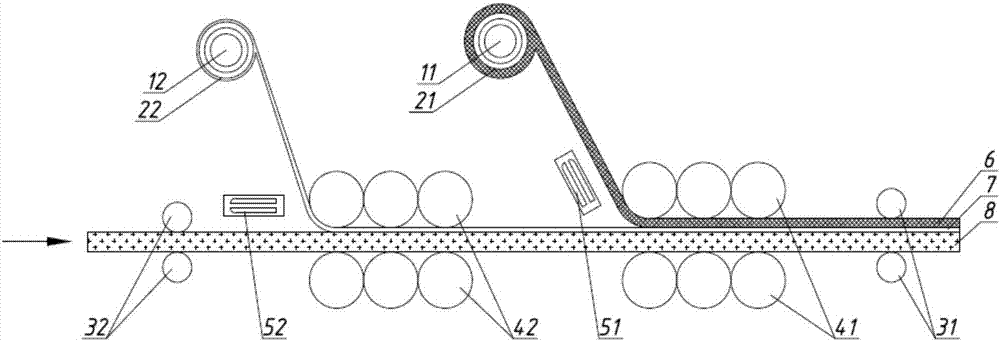
[0032] 1. Install the thermoplastic polyurethane roll (front film roll 21) on the front film roll frame 11, and install the PET non-woven fabric roll (back film roll 22) on the back film roll frame 12;
[0033] 2. Pull out the front film layer 6 (thermoplastic polyurethane layer) and the rear film layer 7 (PET non-woven fabric layer) respectively from the front film roll 21 and the rear film roll 22, and lay them neatly with the polypropylene sheet 8 in sequence;
[0034] 3. Compress the front traction guide roller 31, the front pressure roller 41, the rear traction guide roller 32, and the rear pressure roller 42;
[0035] 4. Set the temperature of the front pressing roller 41 to 90°C, and the temperature of the rear pressing roller 42 to 40°C;
[0036] 5. Turn on the front infrared heating lamp 51 and the rear infrared heating lamp 52, set the temperature of the front infrared heating lamp 51 to 180°C, and set the temperature of the rear infrared heating lamp 52 to 200°C;
...
Embodiment 2
[0040] 1. Install the thermoplastic polyurethane roll (front film roll 21) on the front film roll frame 11, and install the PET non-woven fabric roll (back film roll 22) on the back film roll frame 12;
[0041] 2. Pull out the front film layer 6 (thermoplastic polyurethane layer) and the rear film layer 7 (PET non-woven fabric layer) respectively from the front film roll 21 and the rear film roll 22, and lay them neatly with the polypropylene sheet 8 in sequence;
[0042] 3. Compress the front traction guide roller 31, the front pressure roller 41, the rear traction guide roller 32, and the rear pressure roller 42;
[0043] 4. Set the temperature of the front pressing roller 41 to 65°C, and the temperature of the rear pressing roller 42 to 90°C;
[0044] 5. Turn on the front infrared heating lamp 51 and the rear infrared heating lamp 52, set the temperature of the front infrared heating lamp 51 to 200°C, and set the temperature of the rear infrared heating lamp 52 to 185°C;
...
Embodiment 3
[0048] 1. Install the thermoplastic polyurethane roll (front film roll 21) on the front film roll frame 11, and install the PET non-woven fabric roll (back film roll 22) on the back film roll frame 12;
[0049] 2. Pull out the front film layer 6 (thermoplastic polyurethane layer) and the rear film layer 7 (PET non-woven fabric layer) respectively from the front film roll 21 and the rear film roll 22, and lay them neatly with the polypropylene sheet 8 in sequence;
[0050] 3. Compress the front traction guide roller 31, the front pressure roller 41, the rear traction guide roller 32, and the rear pressure roller 42;
[0051] 4. Set the temperature of the front pressing roller 41 to 40°C, and the temperature of the rear pressing roller 42 to 65°C;
[0052] 5. Turn on the front infrared heating lamp 51 and the rear infrared heating lamp 52, set the temperature of the front infrared heating lamp 51 to 190°C, and set the temperature of the rear infrared heating lamp 52 to 220°C;
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More