

Preparation method of large-diameter aspheric lens
A technology of aspheric lens and large diameter, applied in glass manufacturing equipment, manufacturing tools, glass pressing, etc., can solve the problems of large diameter and high precision aspheric lens size and volume, achieve low internal stress and reduce structure Poor, fast heat conduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] The glass material of the glass material is K~VC89, the diameter of the glass material is 120mm, and the diameter of the aspheric lens after molding is 150mm:
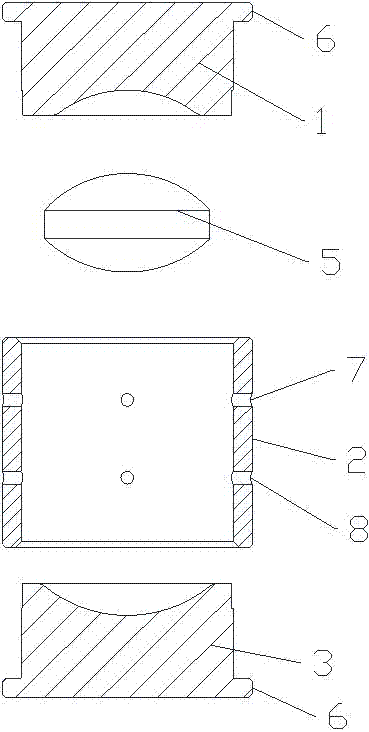
[0044] (1) Making mold cores and glass materials: making mold cores and glass materials for molding large-diameter aspheric lenses. The inner diameter of the molding cavity of the mold core is 150 mm, and the diameter of the glass material is 120 mm;
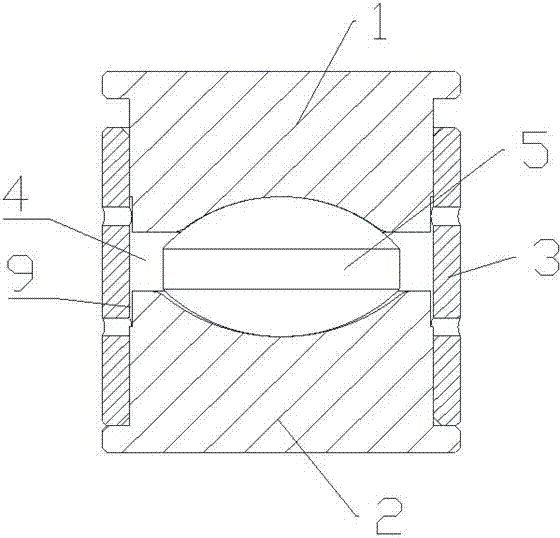
[0045] (2) Put the glass nitrate material into the mold core: put the glass nitrate material into the mold core, the spherical surface of the glass nitrate material corresponds to the aspherical surface of the mold core;
[0046] (3) Put the mold core into the molding station: put the mold core filled with glass nitrate material into the lower working surface of the molding station;
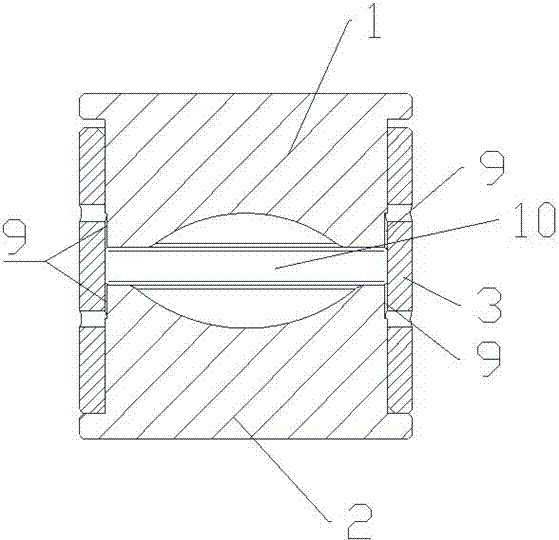
[0047] (4) Vacuuming the station: seal the molding station and evacuate it, and stop vacuuming when the vacuum degree reaches 5×10-1Pa;
[0048] (5) Inject nitrogen into the station...
Embodiment 2
[0061] The glass material of the glass material is K~PBK40, the diameter of the glass material is 40mm, and the diameter of the aspheric lens after molding is 50mm;
[0062] (1) Making mold cores and glass materials: making mold cores and glass materials for molding large-diameter aspheric lenses. The inner diameter of the molding cavity of the mold core is 50 mm, and the diameter of the glass material is 40 mm;
[0063] (2) Put the glass nitrate material into the mold core: put the glass nitrate material into the mold core, the spherical surface of the glass nitrate material corresponds to the aspherical surface of the mold core;
[0064] (3) Put the mold core into the molding station: put the mold core filled with glass nitrate material into the lower working surface of the molding station;
[0065] (4) Vacuuming the station: seal the molding station and evacuate it, and stop vacuuming when the vacuum degree reaches 6×10-1Pa;
[0066] (5) Inject nitrogen into the station: i...
Embodiment 3
[0079] The glass material of the glass material is D~ZK3, the diameter of the glass material is 70mm, and the diameter of the aspheric lens after molding is 80mm:
[0080] (1) Making mold cores and glass materials: making mold cores and glass materials for molding large-diameter aspheric lenses. The inner diameter of the molding cavity of the mold cores is 80 mm, and the diameter of the glass materials is 70 mm;
[0081] (2) Put the glass nitrate material into the mold core: put the glass nitrate material into the mold core, the spherical surface of the glass nitrate material corresponds to the aspherical surface of the mold core;
[0082] (3) Put the mold core into the molding station: put the mold core filled with glass nitrate material into the lower working surface of the molding station;
[0083] (4) Vacuuming the station: seal the molding station and evacuate it, and stop vacuuming when the vacuum degree reaches 6×10-1Pa;
[0084] (5) Inject nitrogen into the station: inj...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More