

Intelligent dynamic metering production system
An intelligent dynamic and automatic feeding technology, applied in loading/unloading, container, packaging and other directions, can solve the problems such as the huge difference in the height of the mold cavity between the tonnage model and the size, the vibration source cannot be completely solved, and the weighing error of the vibration source, etc. The effect of convenient and fast discharging, simple structure and controllable speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The specific implementation manners of the present invention will be described in detail below in conjunction with the accompanying drawings.
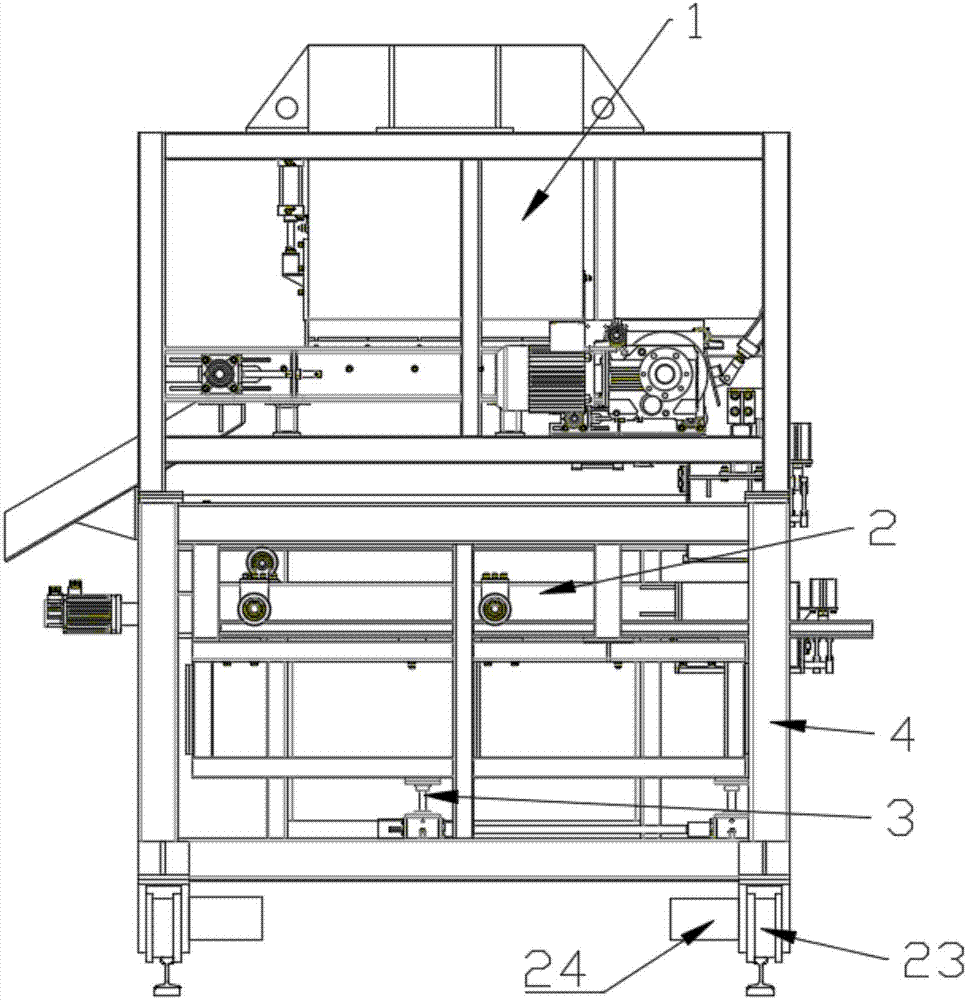
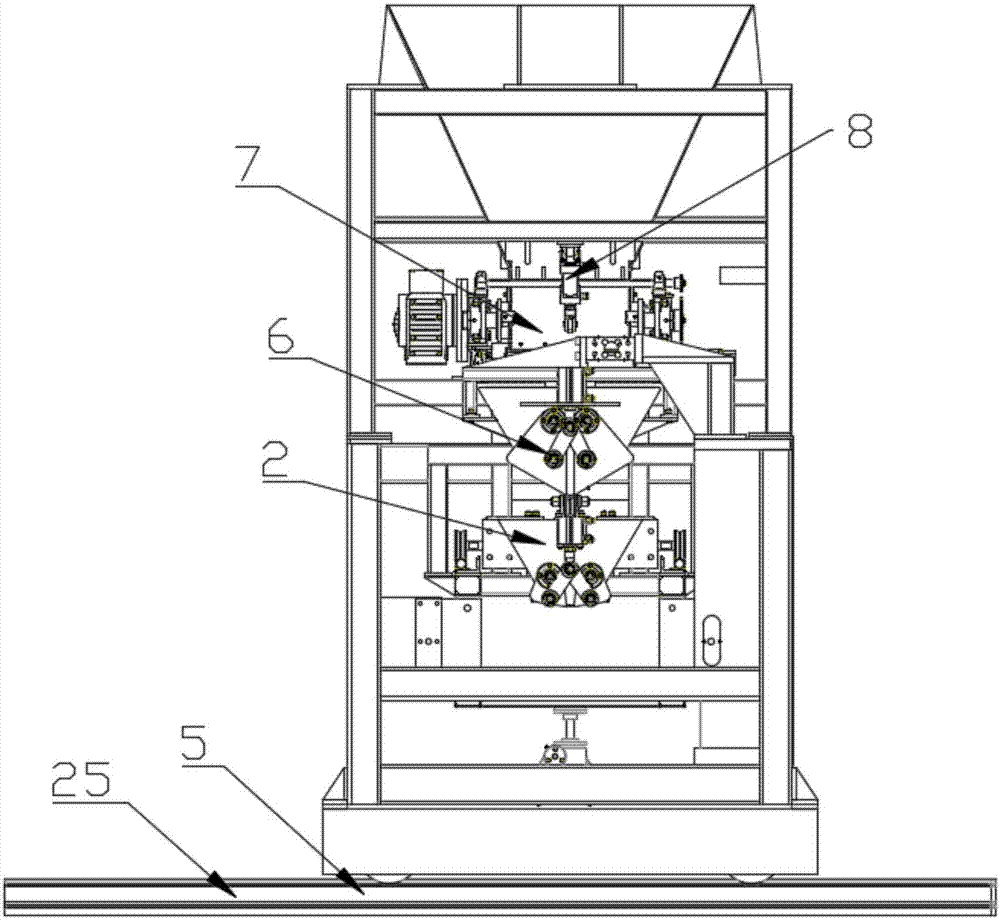
[0025] see Figure 1-2 , an intelligent dynamic measurement and prediction system, mainly composed of a silo prediction device 1, an accurate weighing device 6, an automatic feeding device 2, an automatic double lifting mechanism 3, a track translation device 5, and a body fixing mechanism 4. The lower part of the device 1 is connected to the precise weighing device 6, and the lower part of the precise weighing device 6 is connected to the automatic feeding device 2. The automatic feeding device 2 is fixed on the body fixing mechanism 4 through the automatic double lifting mechanism 3, and the body fixing mechanism 4 is provided with rails through the bottom. Translating device 5 performs lateral movement.
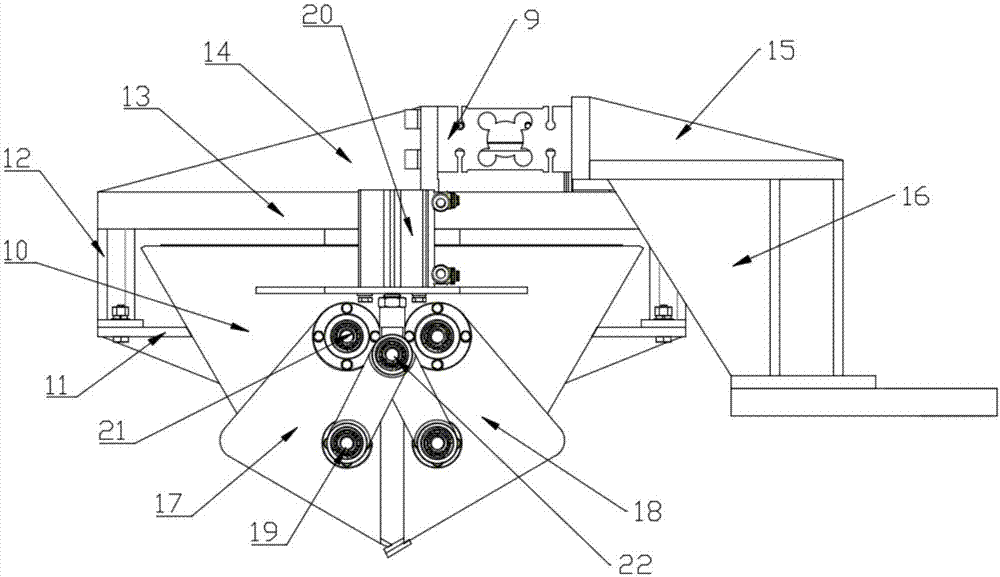
[0026] The silo anticipating device 1 includes a pretreatment silo, the interior of the pretreatment silo is provided wit...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More