

A thin-gauge pipeline steel rolling method
A pipeline steel, thin gauge technology, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of increased production cost, low production efficiency, steel plate deformation, etc., to reduce the temperature drop rate and improve production efficiency. , the effect of high temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
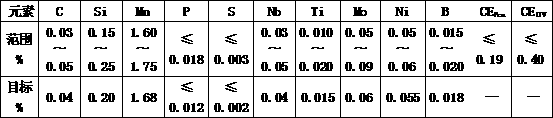
[0021] The production pipeline steel L450M has a dimension of 11×2495×12000mm, and the selected blank size is 200×1450×3000mm. Its melting composition is as follows:
[0022] Melting composition of pipeline steel L450M
[0023]
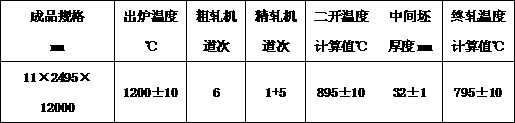
[0024] 1. The temperature of the heating section is 1170-1240°C; the temperature of the soaking section is 1180-1220°C, the time of the soaking section is 60-80min, and the total time in the furnace is 4-6 hours.
[0025] 2. Rolling process requirements
[0026] a) Before rolling the pipeline steel, modify the thickness of the finish rolling mill to 32mm; adjust the torque of the rough rolling mill to 3600kN·M, and the reduction rate of one pass is 24% during rough rolling and cross rolling, and the reduction rate of two passes and one pass during longitudinal rolling 26%;
[0027] b) After the rough strip is rolled for 6 passes, it is passed to the finish rolling mill for 1 pass, and after the finish rolling mill, it is warmed up for the second...
Embodiment 2
[0036] The pipeline steel L415M produced has a size specification of 10.5×2500×12000mm, and the selected blank size is 200×1450×3000mm. Its melting composition is as follows:
[0037] Melting composition of pipeline steel L415M
[0038]
[0039] 1. The temperature of the heating section is 1170-1240°C; the temperature of the soaking section is 1180-1220°C, the time of the soaking section is 60-80min, and the total time in the furnace is 4-6 hours.
[0040] 2. Rolling process requirements
[0041] a) Before rolling the pipeline, modify the thickness of the finish rolling mill to 31mm; adjust the torque of the rough rolling mill to 3600kN·M, the reduction rate of one pass during rough rolling and cross rolling is 22%, and the reduction rate of two passes and one pass during longitudinal rolling is 27% %;
[0042] b) After 6 passes of rough rolling with load rolling, carry out a second warm-up in front of the finish rolling mill;
[0043] c) The second start of rolling sta...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More