

Aluminum alloy laser oscillation welding method
A welding process and aluminum alloy technology, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve problems such as limiting the application of laser welding technology, and achieve the purpose of avoiding internal cracks in the weld, excellent comprehensive mechanical properties of the weld, and excellent welding performance. Sew over smooth effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] Welding the 4mm thick LF6 aluminum alloy lock bottom butt joint structure.
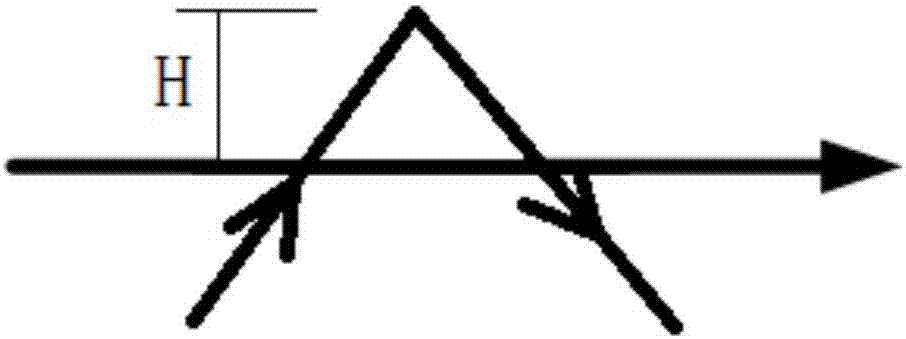
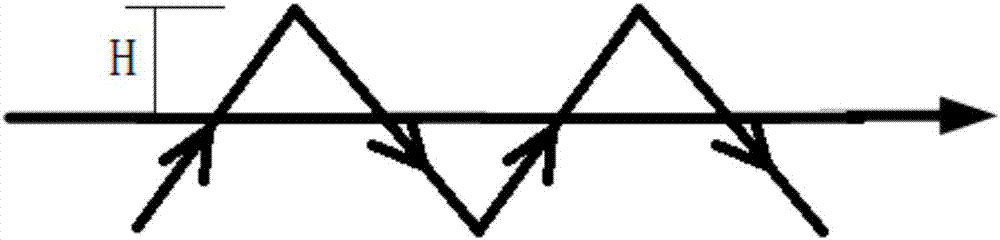
[0051] Before laser welding, clean up impurities such as oxide scale and oil stains within the range of (20-50) mm from the center of the weld; when welding, the laser power P is 4400W, using figure 1 with figure 2 The welding method shown is for welding, the laser beam movement path is a sawtooth movement path, the swing amplitude H is 2mm, the swing frequency is 300Hz, the welding speed v is 1.8m / min, the spot diameter D is 0.3mm, and the defocusing amount is l It is 0mm. 99.99% high-purity argon gas is used for front protection, and the front gas flow rate is 16L / min.
[0052] Welding result surface: the weld surface is well formed, without pores, cracks and other defects. The average tensile strength of the weld at room temperature can reach 305MPa, and the average elongation after fracture is 5.5%. The quality of the joint welds meets the requirements of Class I welds in the Q / SB 535-2013 "T...
Embodiment 2
[0054] The 5mm thick LF6 aluminum alloy lock bottom butt joint structure is welded.
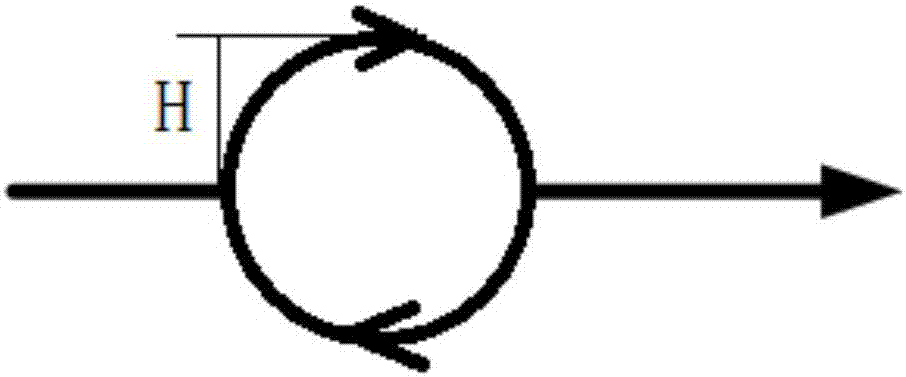
[0055] Before laser welding, clean the oxide scale, oil stains and other impurities within the range of (20-50) mm from the center of the weld; when welding, the laser power P is 5200W, using image 3 with Figure 4 The welding method shown for welding, the laser beam movement path is composed of a circular movement path unit, the swing amplitude H is 2mm, the swing frequency is 250Hz, the welding speed v is 1.8m / min, and the spot diameter D is 0.3mm. The focal amount l is 0mm. 99.99% high-purity argon gas is used for front protection, and the front gas flow rate is 16L / min.
[0056] Welding result surface: the weld surface is well formed, without pores, cracks and other defects. The average tensile strength of the weld at room temperature can reach 294MPa, and the average elongation after fracture is 6.7%. The quality of the joint welds meets the requirements of Class I welds in Q / SB 535-2013 "...
Embodiment 3
[0058] Welding the 4mm thick LF6 aluminum alloy lock bottom butt joint structure.
[0059] Before laser welding, clean the oxide scale, oil and other impurities within the range of (20-50) mm from the center of the weld; during welding, the laser power P is 6000W, and the Figure 5 with Image 6 The welding method shown for welding, the laser beam movement path is composed of "∞" type movement path unit, the swing amplitude H is 2.5mm, the swing frequency is 300Hz, the welding speed v is 3m / min, and the spot diameter D is 0.3mm , The defocus amount l is -3mm. Use 99.99% high-purity argon for front protection, and the front gas flow rate is 15L / min.
[0060] Welding result surface: the weld surface is well formed, without pores, cracks and other defects. The average tensile strength of the weld at room temperature can reach 307MPa, and the average elongation after fracture is 5.9%. The quality of the joint welds meets the requirements of Class I welds in Q / SB 535-2013 "Technical C...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More