

Automatic flat fillet welding method of heavy arc plate
An automatic welding and circular arc plate technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., to meet the quality requirements of weld seams, beautiful shape, and less land occupation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
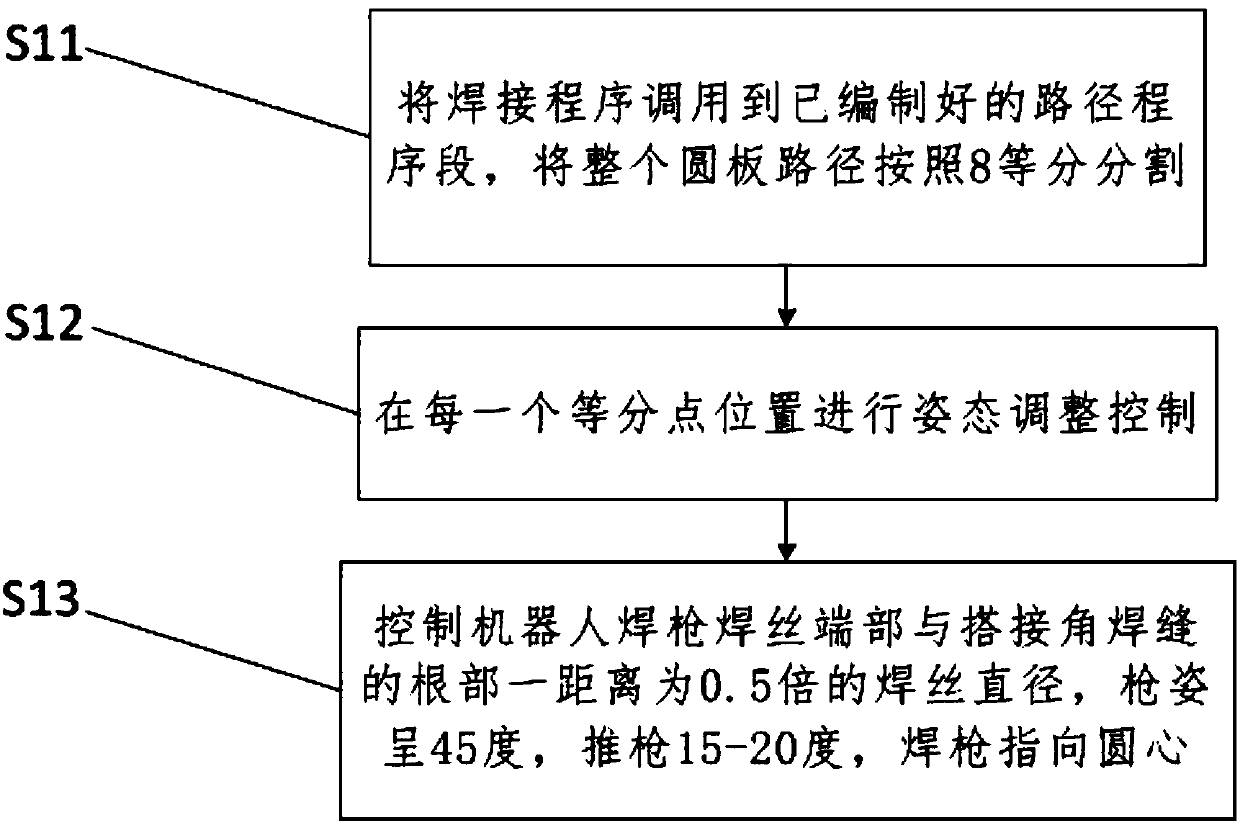
[0033] 1. According to the robot welding program command, design a parametric programming program module, and recalibrate the position and shape parameters of the programming module according to the actual workpiece. The position of the point is adjusted and controlled, and the distance between the end of the welding wire of the robot welding gun and the root of the lap fillet weld is 0.5 times the diameter of the welding wire. The gun posture is 45 degrees, and the gun is pushed at 15-20 degrees.
[0034] 2. Process parameter setting:
[0035] According to the thickness requirements of the workpiece, different process parameters are set respectively. The process parameters of the typical single-pass welding leg size of 6mm for medium-thick plate welding are used. The welding speed is 35-40cm / min, the welding current is 190-210A, the welding voltage is 23V, and the pendulum Frequency 3Hz, swing amplitude 1.8mm, stay 0.1s on both sides.
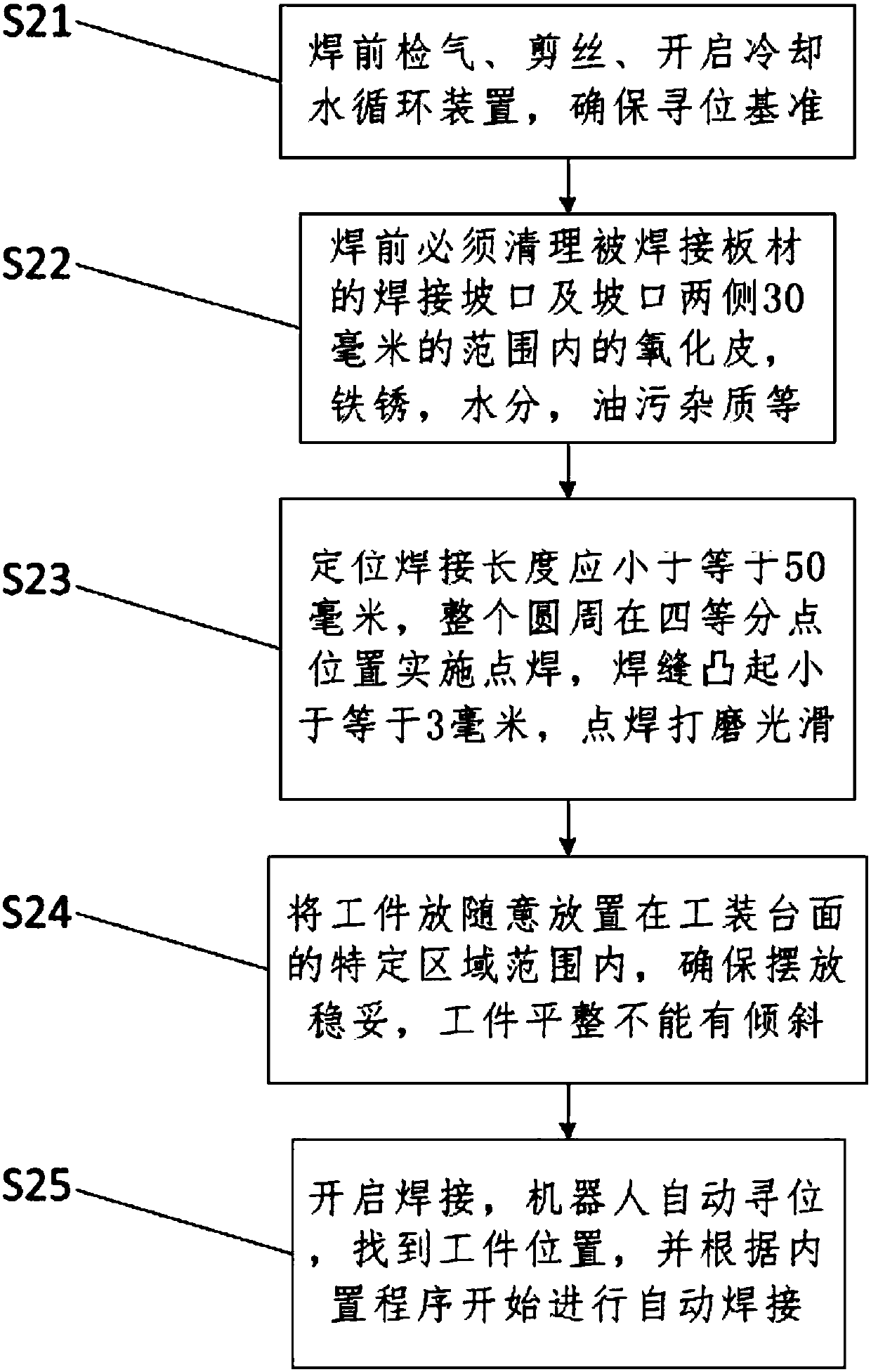
[0036] 3. Workpiece preparation and we...
Embodiment 2
[0044] 1. According to the robot welding program command, design a parametric programming program module, and recalibrate the position and shape parameters of the programming module according to the actual workpiece. The position of the point is adjusted and controlled, and the distance between the end of the welding wire of the robot welding gun and the root of the lap fillet weld is 0.5 times the diameter of the welding wire. The gun posture is 45 degrees, and the gun is pushed at 15-20 degrees.
[0045] 2. Process parameter setting:
[0046] According to the thickness requirements of the workpiece, different process parameters are set respectively. The process parameters of the typical single-pass welding leg size of 8mm for medium-thick plate welding are used. The welding speed is 30-35cm / min, the welding current is 230-250A, the welding voltage is 24V, and the pendulum Frequency 2.5Hz, swing 3mm, stay 0.1s on both sides.
[0047] 3. Workpiece preparation and welding:
...
Embodiment 3
[0055] 1. According to the robot welding program command, design a parametric programming program module, and recalibrate the position and shape parameters of the programming module according to the actual workpiece. The position of the point is adjusted and controlled, and the distance between the end of the welding wire of the robot welding gun and the root of the lap fillet weld is 0.5 times the diameter of the welding wire. The gun posture is 45 degrees, and the gun is pushed at 15-20 degrees.
[0056] 2. Process parameter setting:
[0057] According to the thickness requirements of the workpiece, different process parameters are set respectively. The process parameters of the typical single-pass welding leg size of 10mm for medium-thick plate welding are used. The welding speed is 30-35cm / min, the welding current is 230-250A, the welding voltage is 25V, and the pendulum Frequency 2.2Hz, swing 3mm, stay 0.1s on both sides.
[0058] 3. Workpiece preparation and welding:
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More