

Non-oriented silicon steel for electric vehicle drive motor with excellent magnetic properties and production method
A technology for electric vehicles and driving motors, applied in the field of non-oriented silicon steel production, which can solve problems such as reduced magnetic induction, broken belts, unreasonable components and processes, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
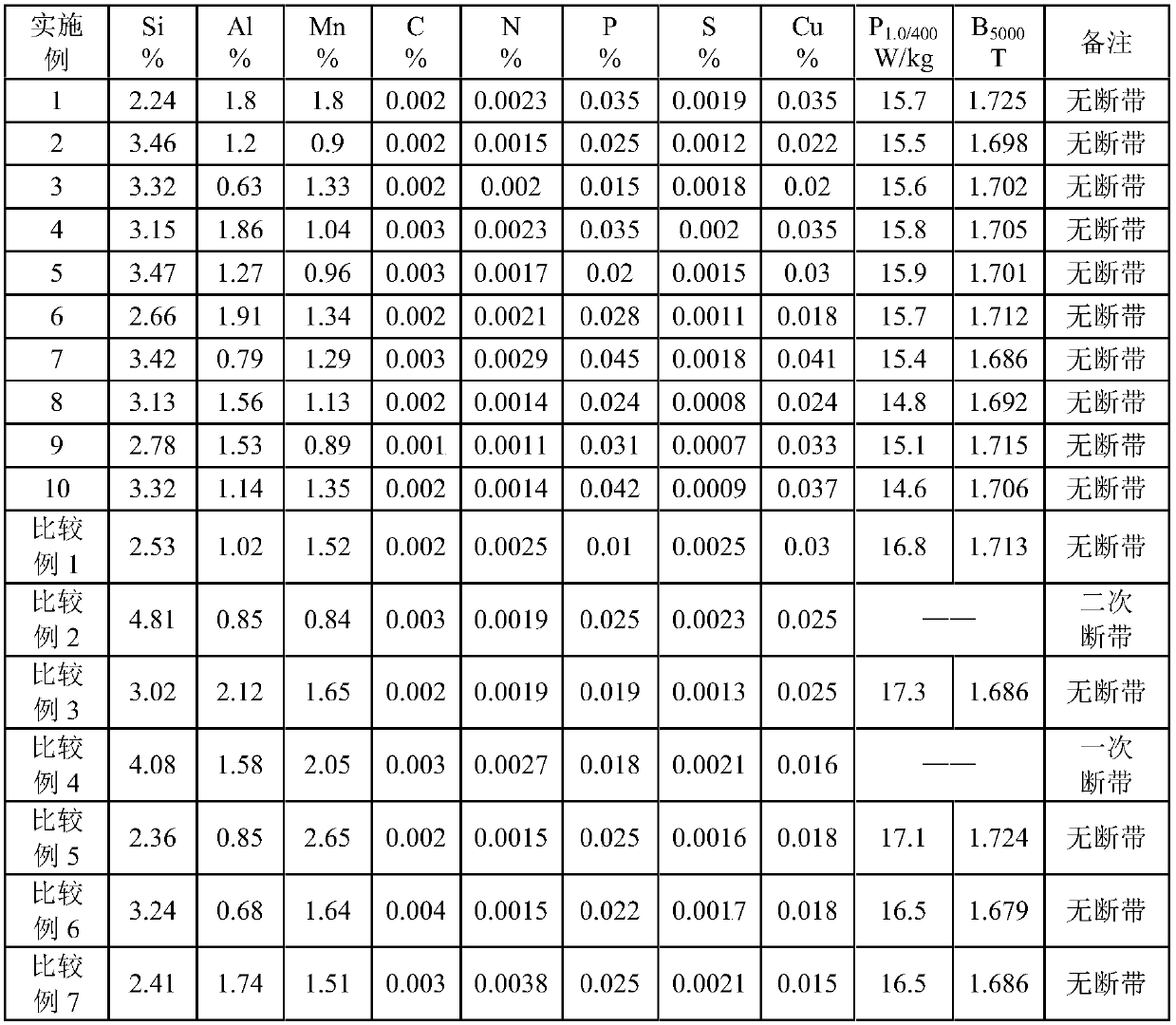
[0073] Using converter smelting and RH vacuum refining, the chemical composition by weight percentage is shown in Table 1; the heating temperature of the test steel hot rolling is 1150 °C, and the time in the furnace is 120 minutes; the rough rolling outlet temperature is 880 °C; the rough rolling outlet thickness is 28mm; 750°C; reduction ratio of 4 passes before finishing rolling is 88%; coiling temperature is 690°C; thickness of hot-rolled sheet is 2.0mm. The temperature of the soaking section of the normalized continuous furnace is 900 °C; the soaking time is 3 minutes; the hot-rolled sheet is cold-rolled by a single cold rolling method after pickling, and the thickness of the finished product is 0.35mm; the annealing soaking temperature is 960 °C, and the soaking time is 2min. The cooling rate is controlled at 8°C / s from the annealing soaking temperature to 600°C, and the cooling rate is controlled at 45°C / s during cooling from less than 600°C to below 300°C. Test the iro...
Embodiment 2
[0079] According to the chemical composition of Example 3 in Table 1, and using the same process conditions, that is, using a converter and a vacuum furnace for smelting, followed by continuous casting; the heating temperature of the continuous casting billet is 1130 ° C, and the furnace time is 120 min; the rough rolling outlet temperature At 860℃; the thickness of the rough rolling outlet is 30mm; the finishing temperature of finishing rolling is 730℃; the total reduction rate of 4 passes before finishing rolling is 85%; the coiling temperature is 672℃; The temperature of the soaking section of the continuous furnace is 860 °C, and the soaking time is 4 minutes; after the hot-rolled sheet is pickled, it is cold-rolled to the finished product thickness by a single cold rolling method, and the finished product thickness is 0.30mm; the annealing soaking time is 2.5min; according to the formula: 850 +100×t≤T≤950+100×t, the annealing soaking temperature should be within the range ...
Embodiment 3
[0086] According to the chemical composition of Example 4 in Table 1, and using the same process conditions, that is, using a converter and a vacuum furnace to smelt, followed by continuous casting; the heating temperature of the continuous casting slab is 1055 ° C, and the time in the furnace is 135 min; the exit temperature of rough rolling at 875°C; the exit thickness of rough rolling is 33mm; the final rolling temperature is at 725°C; the total reduction rate of the 4 passes before finish rolling is 83%; the coiling temperature is at 676°C; the thickness of hot-rolled sheet is 2.3mm; The temperature in the soaking section of the furnace is 895°C, and the soaking time is 3 minutes; after pickling, the hot-rolled plate is cold-rolled to the thickness of the finished product by a cold rolling method, and the thickness of the finished product is 0.27mm; the soaking time for annealing is 1.5 minutes; according to the formula: 850+100 ×t≤T≤950+100×t, the annealing soaking tempera...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More