

Forging method capable of improving structure uniformity of titanium alloy forging stock
A uniform microstructure and titanium alloy technology, applied in the direction of metal processing equipment, etc., can solve the problems of high-magnification uneven structure, low-magnification “fork” defects in the cross-section of forging blanks, etc., to achieve uniform high-magnification structure, clear grain boundaries, and increase forging cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
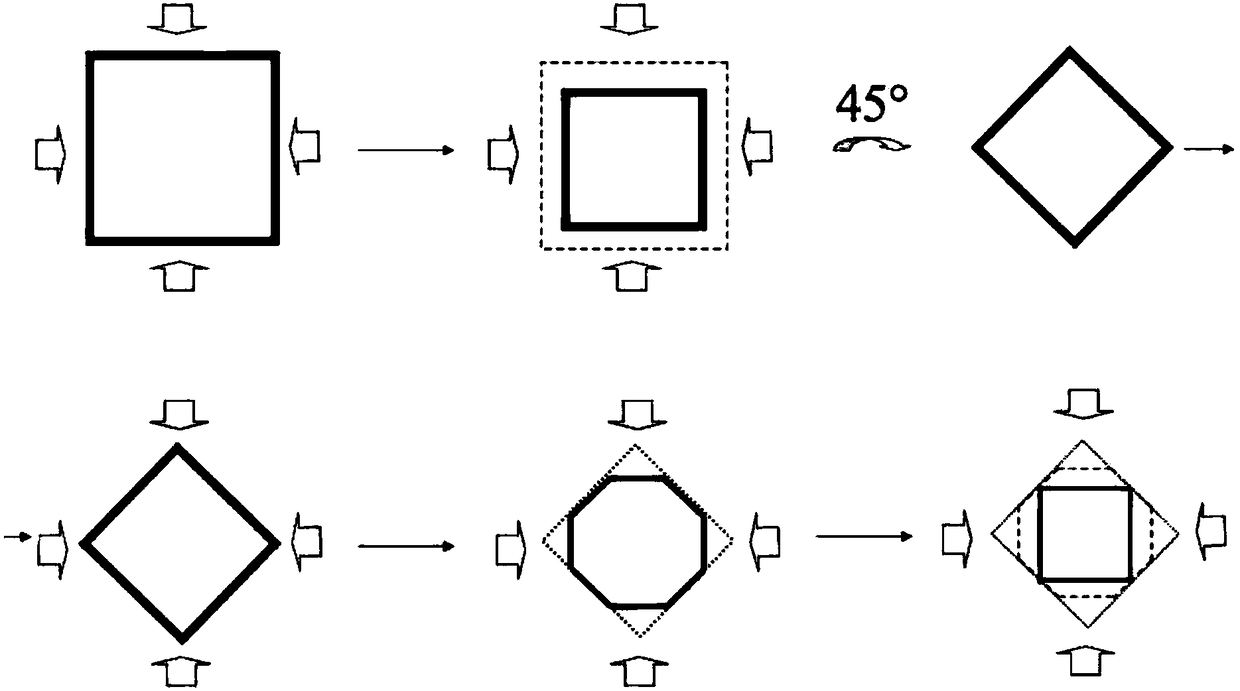
[0032] Example 1: For a TC20 two-phase titanium alloy ingot with a diameter of Φ380mm, the phase transition point of the alloy was measured at 1017°C by differential thermal method; □170~□190mm square billet (that is, a square billet with a cross-sectional side length of 170mm-190mm); the square billet is forged with secondary fire, the forging temperature is 997~1007℃, and it is forged to □140 by four-sided forging ~□150mm; rotate the billet at an angle of 45°, start from the original four corners and divide it into two pressings, one pressing down to an approximate regular octagon, the second pressing down to □100~□105mm, the final forging temperature It is 890±5℃. TC20 titanium alloy □100 low-magnification structure after forging of the present invention such as image 3 As shown, the cross-sectional structure is uniform, the grains are clear, and there is no "fork" defect.
Embodiment 2
[0033] Example 2: For a TC4 two-phase titanium alloy ingot with a diameter of Φ460 mm, the phase transition point of the alloy was measured at 971°C by differential thermal method; □190~□210mm square forging billet; carry out secondary forging on the square billet, the forging temperature is 951~961℃, and use four-sided forging to forge to □150~□160mm; rotate the billet at 45° angle, from the original The four corners begin to elongate and are pressed twice, one press down to approximately a regular octagon, the second press down to □115~□120mm, and the final forging temperature is 870±5℃. The TC4 titanium alloy □120 microstructure after forging of the present invention is as follows Figure 4 (edge) and Figure 5 As shown in (heart), they are all basket tissues, and the edge and heart tissues are uniform.
PUM
| Property | Measurement | Unit |
|---|---|---|
| phase transition temperature | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| phase transition temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More