

A Spinning Forming Method of Thin-wall Curved Generator Parts
A technology of spinning forming and parts, applied in the field of metal plastic forming, can solve the problems of affecting the dimensional accuracy of the workpiece, large installation and positioning errors, and a large number of molds, and achieve the effect of improving production efficiency, improving part forming accuracy, and high product accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
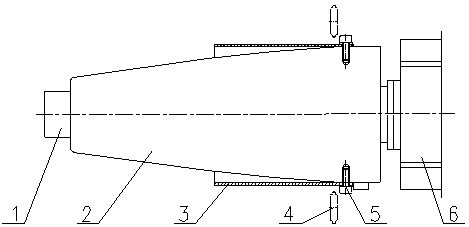
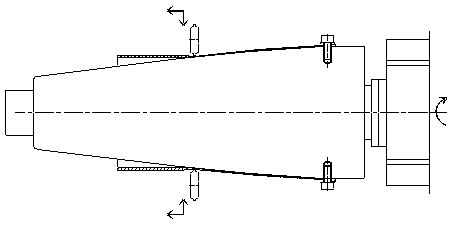
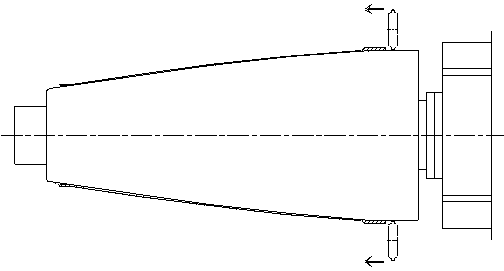
[0042] The method for forming thin-walled curved generatrix parts of the present invention will be further described below in conjunction with specific examples, but the protection content of the present invention is not limited to the following examples.
[0043] A certain type of auxiliary fuel tank part is selected for the thin-wall curved generatrix-shaped parts, and a certain type of auxiliary fuel tank part is formed by spinning with a ring-rolled cylindrical blank. Each part is described in detail below.
[0044] (1) Part material:
[0045] The material of the auxiliary fuel tank parts is 5A06, which is a non-heat-treatable aluminum alloy, and the mechanical properties of the material can only be improved through work hardening. The material is severely work-hardened and needs to be heated during the spinning process. This process is suitable for all grades of aluminum alloys, and can be used as a reference for the forming of other materials such as carbon steel. Rou...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More