Novel oxygen producing and supplying square cabin
A new type of oxygen supply technology, applied in the field of oxygen production equipment, can solve the problems of heavy brain and body load of construction workers, difficulty in landing oxygen supply projects in plateau, and short construction period, so as to prevent overcurrent, overpressure and accidental temperature. The effect of reducing possible danger, superior heat insulation, and easy disassembly and assembly
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
[0019] The purpose of the present invention is to solve the problems in the above-mentioned prior art, and provide a new type of oxygen production and supply shelter suitable for high-altitude areas, easy to install and stable in operation.
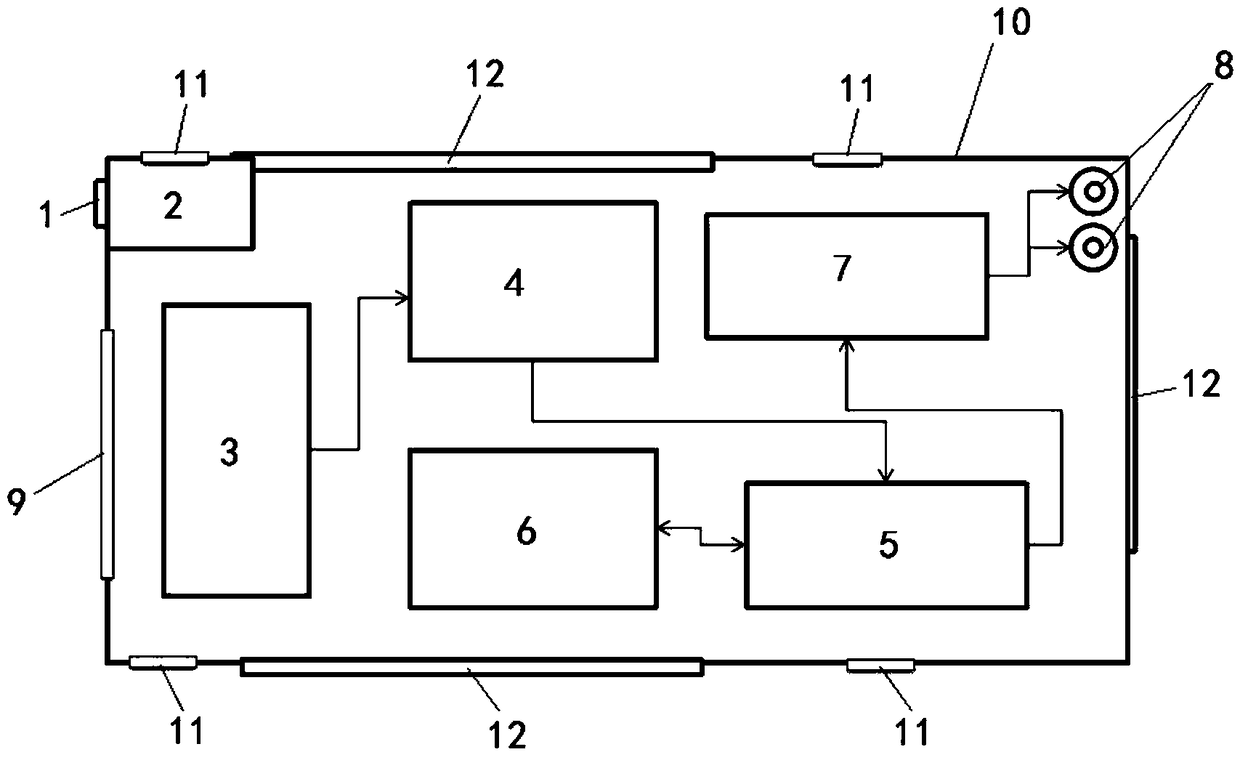
[0020] The present invention provides a novel oxygen production and supply shelter, including a shelter and an oxygen production and supply system arranged in the shelter. The oxygen production and supply system includes a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



