

Machining process of large super duplex stainless steel guide vane body
A kind of duplex stainless steel, processing technology technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] a. Guide vane body casting, mix molten steel according to ASME SA-995 CE3MN standard, and cast the workpiece, test block of molten steel in the same furnace; the size of the test block is implemented according to ASTM A370 standard; the cutting cap is cleaned and polished; use zx5-1250 air planer , the riser can be cut quickly to ensure the size of the casting;
[0039] b. Deformation protection before heat treatment, place the workpiece obtained from the above casting on a flat bracket, and hoist the flat bracket when the workpiece enters and exits the furnace to prevent thermal deformation of the workpiece during hoisting;
[0040] c. Solution treatment, heat the workpiece after the above protection to 1120°C±10°C and keep it for 5-6H, then cool it to 1045°C, keep it for 0.5H, then quickly take it out of the furnace, quench and cool it in water, and retest the test block in the same furnace heat treatment;
[0041] d. Rough grinding I, cleaning and rough grinding the...
Embodiment 2
[0055] In the step c, keep warm for 5.5H, then furnace cool to 1045°C, keep warm for 0.5H, then quickly take out of the furnace and quench in water; in step j, keep warm for 30H, other steps are the same as in Example 1.
Embodiment 3
[0057] In the step c, keep warm for 5.5H, then furnace cool to 1045°C, keep warm for 0.5H, then quickly take out of the furnace and quench in water; in step j, keep warm for 36H, other steps are the same as in Example 1.
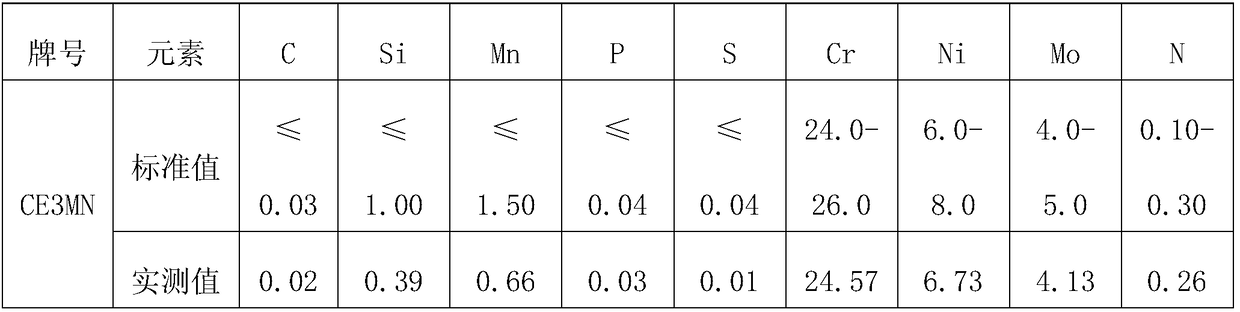
[0058] The composition weight percent composition of molten steel in the step a of the present invention is as shown in Table 1, and the remaining composition is iron and unavoidable trace elements.
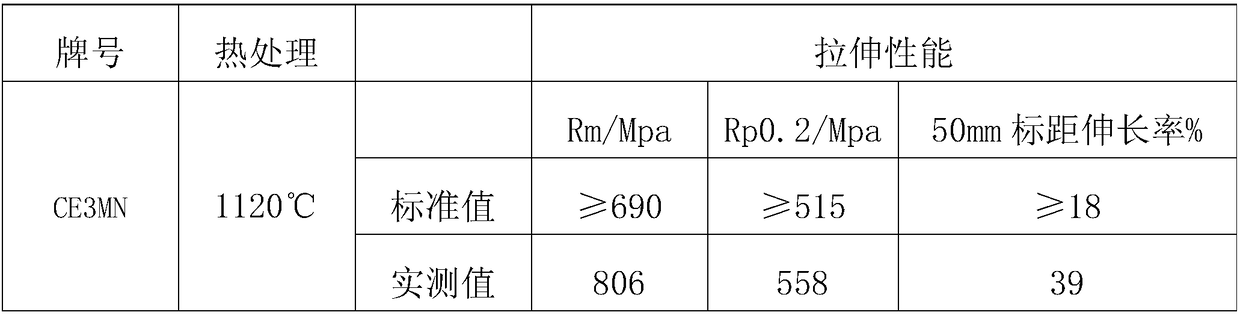
[0059] The mechanical properties of the present invention are as shown in table 2 after inspection.
[0060] The present invention processes and tests the φ2910 guide vane body used for the discharge flange φ2970f8 of the metal volute type seawater circulating pump of a large nuclear power plant. 100% pass rate for size inspection, 100% pass rate for form and position tolerance, 100% pass rate for surface roughness, 100% reasonable blade inlet and outlet width. The drawings and technical requirements are met through acceptance inspection. And when the test is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More