

Diffusion welding bonding method using Ti foil as intermediate layer
A connection method and intermediate layer technology, applied in welding equipment, welding/welding/cutting items, non-electric welding equipment, etc., can solve problems such as limited research reports, achieve the effect of ensuring joint performance and relieving internal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
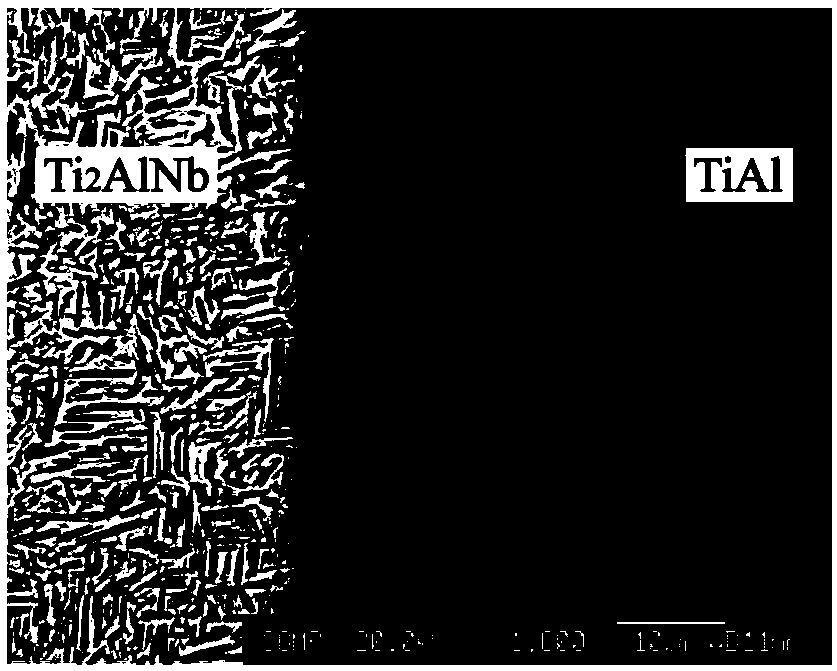
[0026] In this embodiment, TiAl alloy and Ti are connected by diffusion welding using Ti foil as the intermediate layer. 2AlNb alloy, the steps of the method are:
[0027] Step 1. Using wire cutting to combine TiAl alloy with Ti 2 The AlNb alloy is processed into the required size to obtain the base metal to be welded;
[0028] Step 2. Polish the surface to be welded of the base material to be welded with sandpaper, and then perform polishing treatment. Put the polished base material to be welded and Ti foil with a thickness of 10-30 μm into acetone and ultrasonically clean it for 3-10 minutes;
[0029] Step 3. Place the Ti foil on the TiAl alloy and Ti 2 Between the surfaces of the AlNb alloy to be welded, place it in a vacuum heating furnace and apply a pressure of 5-30 MPa. When the vacuum degree in the vacuum heating furnace reaches 9×10 -2 ~1×10 -3 After Pa, start heating with electricity, the heating rate is 5-15°C / min, when it is heated to 850°C-1050°C, keep it at t...
Embodiment 2
[0031] The difference between this embodiment and the first embodiment is that the first step is to use wire cutting to separate the TiAl alloy and Ti 3 The Al-based alloy is processed into the required size, and the Ti foil is placed on the TiAl alloy and the Ti foil as described in the third step. 3 Between the surfaces to be welded of Al-based alloys. Others are the same as in Embodiment 1.
Embodiment 3
[0033] The difference between this embodiment and the first embodiment is that in the third step, the polished base metal to be welded and the Ti foil with a thickness of 20-30 μm are placed in acetone and ultrasonically cleaned for 3-10 minutes. Others are the same as in Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More