

A heat treatment method for ultra-supercritical steam turbine castings above 620°C
A heat treatment method and ultra-supercritical technology, applied in the field of heat treatment, can solve problems such as the inability to meet the requirements of grain refinement and comprehensive performance, and achieve the effect of weakening the heritability of the structure, reducing the processing difficulty, and reducing the grain size.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] Heat treatment of ZG08Cr9W3Co3VNbNB castings smelted by vacuum induction furnace, ZG08Cr9W3Co3VNbNB casting components are C: 0.09, Si: 0.31, Mn: 0.53, Cr: 9.11, Nb: 0.05, W: 2.96, Co: 2.98, V: 0.18, B: 0.014, N: 0.0068, the balance is Fe and unavoidable impurities.
[0037] The specific steps and process parameters are as follows:
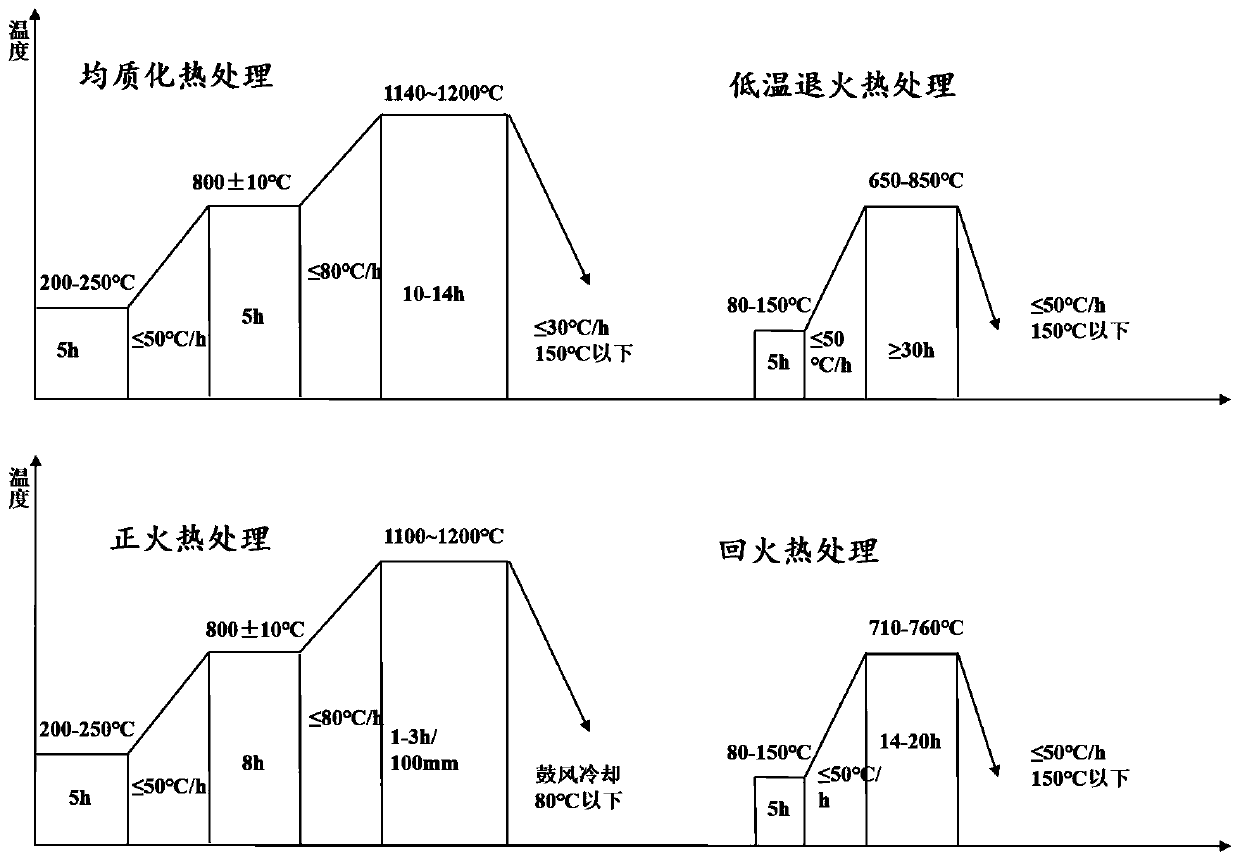
[0038] S1. Homogenization heat treatment: put the casting in a high-temperature furnace at 200°C for 5 hours, then raise the temperature to 800°C at a rate of 50°C / h for 5 hours, then raise the temperature to 1140°C at a rate of 80°C, and hold for 10 hours for homogenization Heat treatment to dissolve boron carbides and delta ferrite and eliminate component segregation of large castings. After heat preservation, furnace cool at a rate of 30°C / h to below 150°C.
[0039] S2. Low-temperature annealing heat treatment: put the casting into a 150°C waiting furnace, hold it for 5 hours, then raise the temperature to 800°C at a rate of 50°C / h, and...
Embodiment 2
[0043] The ZG08Cr9W3Co3VNbNB castings melted in a vacuum induction furnace are heat treated. The components of the ZG08Cr9W3Co3VNbNB castings are C: 0.07, Si: 0.29, Mn: 0.48, Cr: 9.0, Nb: 0.04, W: 2.7, Co: 3.3, V: 0.24, B: 0.012, N: 0.008, the balance is Fe and unavoidable impurities.
[0044] The specific steps and process parameters are as follows:
[0045] S1. Homogenization heat treatment: hold at 210°C for 5 hours in a high-temperature furnace, raise the temperature at a rate of 40°C / h to 800°C for 5 hours, then raise the temperature at a rate of 70°C to 1180°C, and hold for 12 hours for homogenization heat treatment. After the heat preservation is over, furnace cool at a rate of 25°C / h to below 150°C.
[0046] S2. Low-temperature annealing heat treatment: put the casting into the 80°C waiting furnace, hold it for 5 hours, then raise the temperature to 700°C at a rate of 40°C / h, and after holding it for 40 hours, cool it in the furnace at a rate of 40°C / h to below 150°C,...
Embodiment 3
[0050] The ZG08Cr9W3Co3VNbNB castings melted in a vacuum induction furnace are heat treated. The components of the ZG08Cr9W3Co3VNbNB castings are C: 0.08, Si: 0.33, Mn: 0.54, Cr: 8.8, Nb: 0.05, W: 2.9, Co: 3.3, V: 0.24, B: 0.013, N: 0.008, the balance is Fe and unavoidable impurities.
[0051] The specific steps and process parameters are as follows:
[0052] S1. Homogenization heat treatment: Put the casting in a high-temperature furnace at 250°C for 5 hours, then raise the temperature to 800°C at a rate of 30°C / h for 5 hours, then raise the temperature to 1200°C at a rate of 60°C, and hold it for 14 hours for homogenization heat treatment. After the heat preservation is over, furnace cool at a rate of 20°C / h to below 150°C.
[0053] S2. Low-temperature annealing heat treatment: put the casting into a 110°C waiting furnace, hold it for 5 hours, then raise the temperature to 850°C at a rate of 30°C / h, and after holding it for 50 hours, cool it in the furnace at a rate of 45°...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More