

A kind of 2007 aluminum alloy bar production process
A production process and technology of aluminum alloy, applied in the field of aluminum alloy manufacturing, can solve the problems of difficulty in online quenching of φ200-210mm aluminum alloy bars, and achieve the effect of solving difficulty in online quenching, not easy to scratch, and uniform in chemical composition
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
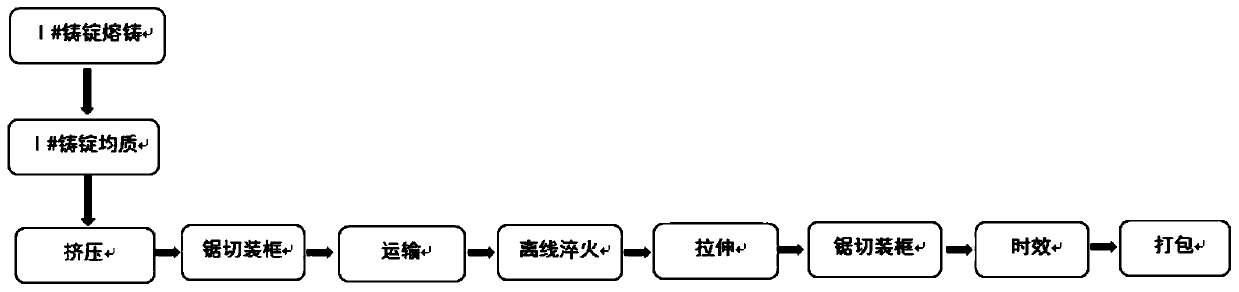
[0030] Such as figure 2 A kind of 2007 aluminum alloy bar production process shown, comprises the following steps:
[0031] A. Melting and casting: Prepare 2007 aluminum alloy raw materials according to the following weight ratio: Si: 0.50%, Mg: 0.60%, Fe: 0.80%, Cu: 4.2%, Mn: 0.45%, Cr: 0.03%, Ni: 0.02 %; Zn: 0.02%, Pb: 0.80%, single impurity ≤ 0.05%, total impurity ≤ 0.15%, the balance Al, put the prepared aluminum alloy raw materials into the smelting furnace and mix them evenly to melt into liquid aluminum alloy, and the liquid The aluminum alloy is melted and cast into an aluminum alloy ingot, and the melting temperature of the liquid aluminum alloy is 720°C;
[0032] B. Homogenization: heat the aluminum alloy ingot obtained by melting and casting to 480°C and keep it for 8 hours, then heat it to 510°C and keep it for 3 hours, and cool it to 420°C to obtain a homogeneous aluminum alloy ingot;
[0033] C. Extrusion: Send the homogenized aluminum alloy ingot into the ext...
Embodiment 2
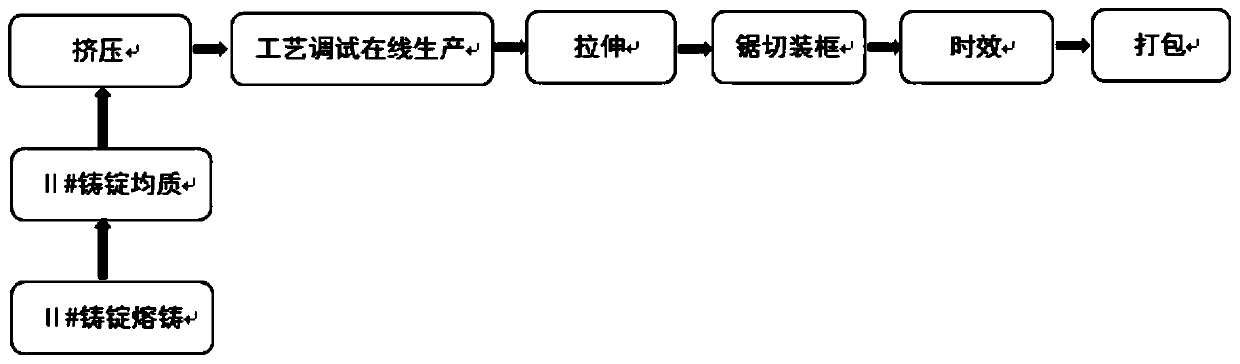
[0040] Such as figure 2 A kind of 2007 aluminum alloy bar production process shown, comprises the following steps:
[0041] A. Melting and casting: prepare 2007 aluminum alloy raw materials according to the following weight ratio: Si: 0.60%, Mg: 0.40%, Fe: 0.60%, Cu: 4.0%, Mn: 0.55%, Cr: 0.03%, Ni: 0.02% ; Zn: 0.02%, Pb: 0.90%, single impurity ≤ 0.05%, total impurity ≤ 0.15%, the balance Al, put the prepared aluminum alloy raw materials into the smelting furnace and mix them evenly to melt into liquid aluminum alloy, and the liquid aluminum The alloy is melted and cast into an aluminum alloy ingot, and the melting temperature of the liquid aluminum alloy is 750°C;
[0042] B. Homogenization: heat the aluminum alloy ingot obtained by melting and casting to 480°C and keep it for 8 hours, then heat it to 510°C and keep it for 3 hours, and cool it to 360°C to obtain a homogeneous aluminum alloy ingot;
[0043] C. Extrusion: Send the homogenized aluminum alloy ingot into the extru...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More