

Elongated gear shaft heat treatment deformation control process method
A technology of heat treatment deformation and process method, which is applied in the field of heat treatment, can solve problems such as the inability to guarantee the effective hardened layer depth and hardness of the tooth surface, high scrap rate of parts, large amount of bending and torsional deformation, etc., and achieve the problem of deformation control and qualified products The effect of increasing the rate and reducing the quenching deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
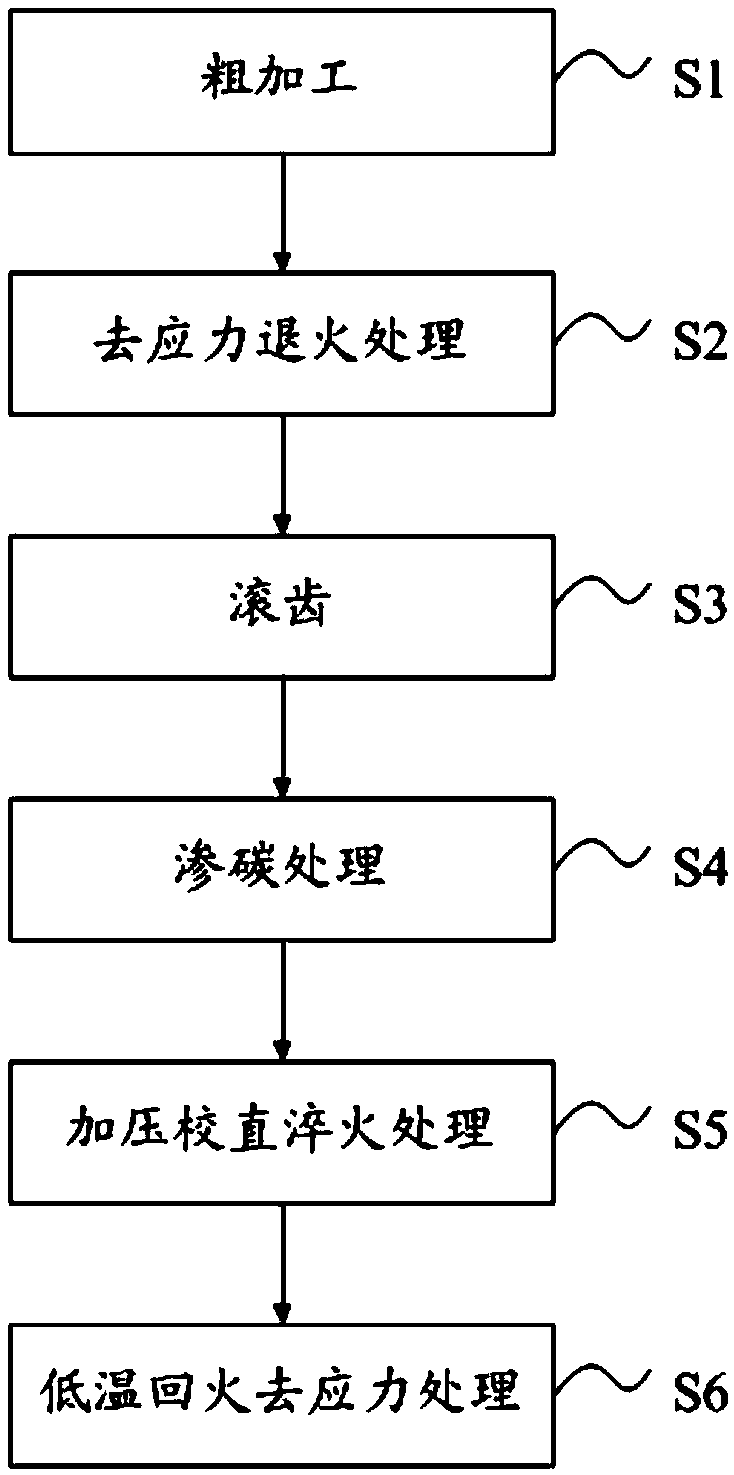
[0035] The embodiment of the invention discloses a process method for heat treatment deformation control of a slender gear shaft, so that the stress of the gear shaft can be released evenly during and after heat treatment, and the amount of bending and torsional deformation of parts can be reduced, so as to increase the rate of qualified products.
[0036] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
[0037] see figure 1 , figure 1 It is a schematic flow chart of a process method for heat treatment deformation ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More