

Method for eliminating residual stress of aluminum alloy die forging piece
An aluminum alloy mold and residual stress technology, which is applied in the field of aluminum alloy material processing, can solve the problems of effective residual stress elimination effect, etc., and achieve the effects of residual stress reduction, improvement of dimensional stability, and improvement of service life.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
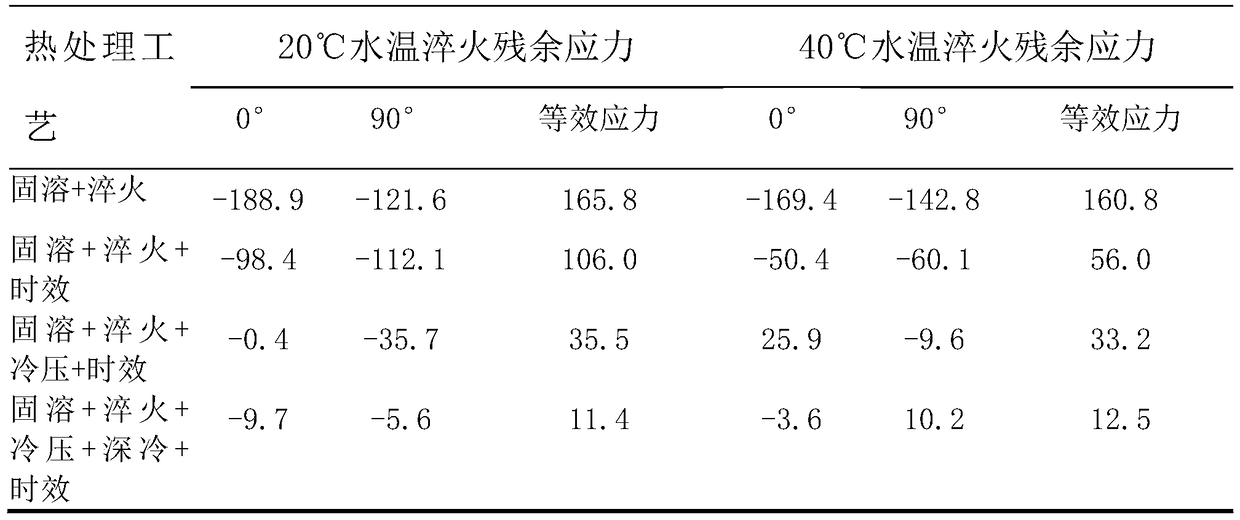
[0034] Samples were taken from 7050 aluminum alloy forgings and cut into 7050 aluminum alloy plate samples of 80mm×40mm×10mm. After the sample was solidified at 480°C for 1 hour, it was quickly put into water at 20°C for quenching, and the quenching holding time was 40 minutes; the quenched sample was cold-pressed, and the cold-pressing deformation was 3%; The sample was placed in -196°C liquid nitrogen for cryogenic treatment, and the cryogenic holding time was 10 minutes; then it was taken out and placed in a heat treatment furnace at 120°C for rapid heating and double-stage aging treatment, and the aging temperature and holding time were 120°C×6h+170 °C×12h, the heating rate of the die forging from 120 °C to 170 °C is 3 °C / min. The transfer interval between each pass is less than 2 hours. The residual stress changes at different heat treatment stages are shown in Table 1. After solid solution + 20°C water temperature quenching + cold pressing + deep cooling + aging treatm...
Embodiment 2
[0038] Samples were taken from 7050 aluminum alloy forgings and cut into 7050 aluminum alloy plate samples of 80mm×40mm×10mm. After the sample was solidified at 460°C for 1 hour, it was quickly put into 40°C water for quenching, and the quenching holding time was 20 minutes; the quenched sample was cold-pressed, and the cold-pressing deformation was 4%; The samples were placed in 196°C liquid nitrogen for cryogenic cooling, and the cryogenic holding time was 40 minutes; then they were placed in a heat treatment furnace for rapid heating and double-stage aging treatment, and the aging temperature and holding time were 120°C×6h+180°C×13h double Stage aging treatment, the heating rate of the die forging from 120°C to 180°C is 3.5°C / min. The residual stress changes at different heat treatment stages are shown in Table 1. The equivalent residual stress value on the surface of the sample dropped from 160.8MPa after quenching to 12.5MPa, and the residual stress was eliminated by mor...
Embodiment 3
[0042] The difference from Example 1 is that the cold deformation is 6%, the equivalent residual stress value on the surface of the sample drops from 165.8MPa after quenching to 24.6MPa, and the residual stress is 85%. After cryogenic treatment, the sample The intensity is 505MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| residual stress | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More