

Process method for carrying out bead welding on steel with aluminum bronze
A process method, aluminum bronze technology, applied in the direction of manufacturing tools, welding equipment, arc welding equipment, etc., can solve the problems of poor surfacing welding quality and low surfacing welding efficiency, and achieve good surfacing welding quality, high surfacing welding efficiency, and improved The effect of increasing productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0045] A process method for surfacing aluminum bronze on steel, the method comprising the following steps:
[0046] A. Use a stainless steel wire wheel to carefully clean the oxide film on the surface to be surfacing on the surfacing workpiece;
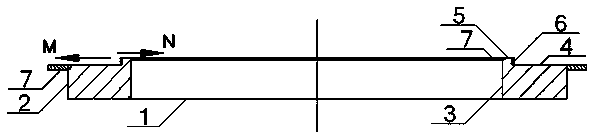
[0047] See figure 1 The surfacing workpiece is a ring-shaped workpiece 1. The ring-shaped workpiece 1 includes an outer circumferential surface 2 and an inner circumferential surface 3. The end surface between one side of the outer circumferential surface 2 and one side of the inner circumferential surface 3 is stepped. It includes a first step surface 4 and a second step surface 5, the outside of the first step surface 4 is connected to the outer circumferential surface 2, and the inside of the first step surface 4 is connected to the outside of the second step surface 5 through a vertical wall 6 , The inner side of the second stepped surface 5 is connected with the inner circumferential surface 3, and the surfaces to be surfacing are th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More