Rolling method for preventing transverse variable-thickness plate strips from generating defects
A technology of changing thickness and sheet and strip, applied in the direction of metal rolling, etc., to achieve the effect of enhancing coordination, diversifying cross-sectional shapes, and enhancing production limits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] Process such as Figure 8 shown;
[0040] Prepare metal plate (material is 1060 aluminum), and described metal plate raw material is flat raw material;
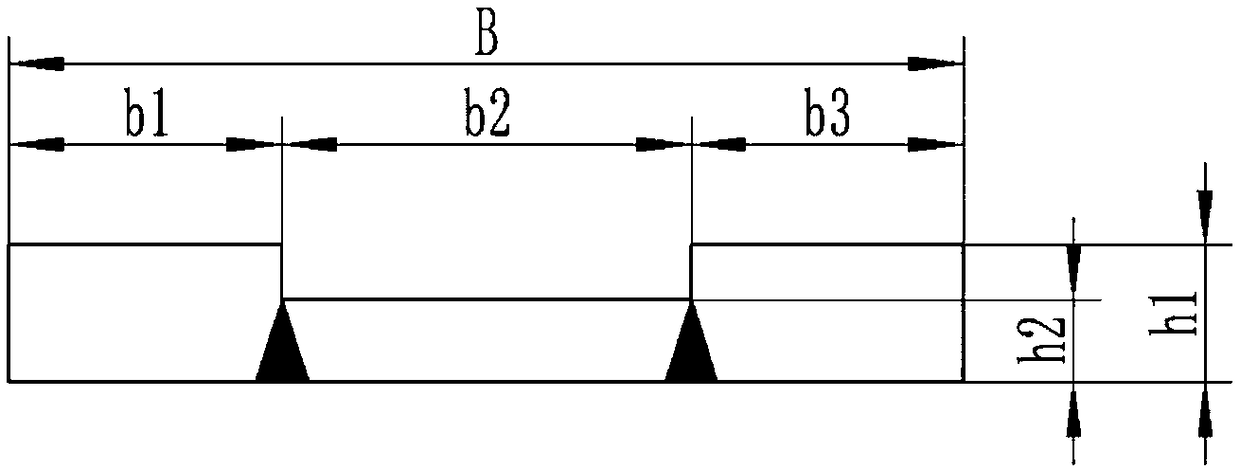
[0041] The metal plates are welded to form left-right symmetrical raw materials to be rolled. The left-right symmetrical raw materials to be rolled are composed of three metal plates through welding. Among the three flat raw materials, there are one thin plate and two thick plates; each metal The bottom surface of the plate is on the same horizontal plane, and the two sides of the thin plate are respectively connected with a thick plate, and the thickness and width of the two thick plates are the same, such as figure 1 As shown, the left-right symmetrical raw material to be rolled is composed of a thin area in the middle and thick areas on both sides. 5mm, total width 79mm (width 80mm after rolling and stretching), width of thin zone 39.8mm (width 40mm after rolling and stretching), total length of each zone 150mm; ...
Embodiment 2
[0044] Method is with embodiment 1, and difference is:
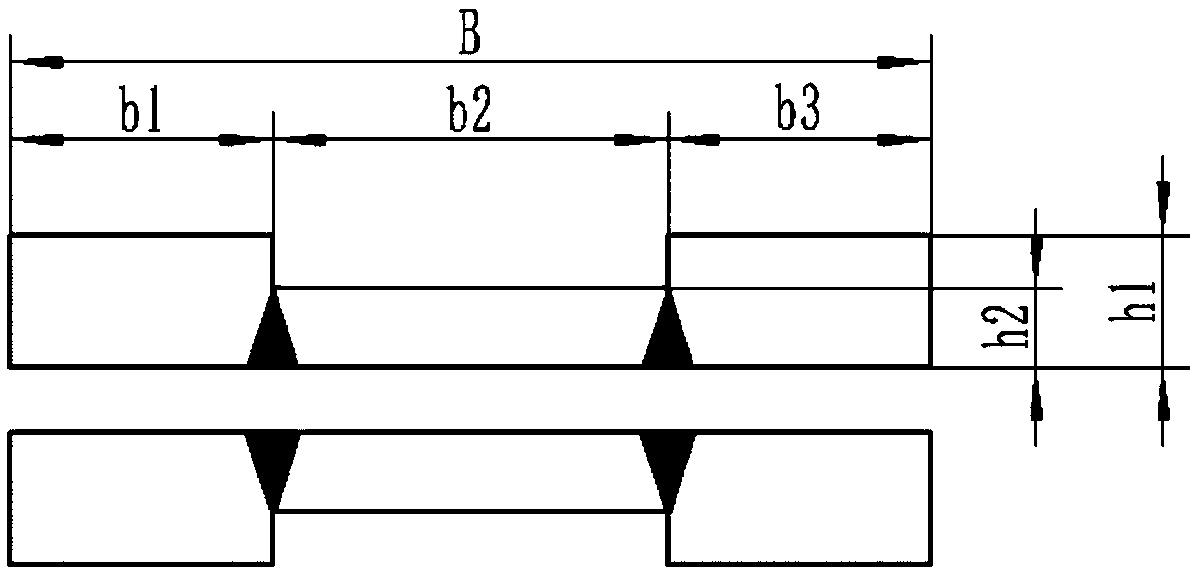
[0045](1) The material of the metal plate is Q235 steel, which is a flat plate, which is welded into the left-right symmetrical blank of the same embodiment 1 earlier, as a transversely variable thickness plate, consisting of thick areas on both sides and a thin area in the middle; The blanks are stacked, and the upper and lower symmetrical raw materials to be rolled are formed by welding. The upper and lower metal plate raw materials are separated by graphite paper. The structure is as follows: figure 2 As shown; the up and down symmetrical raw material to be rolled is composed of a thin area in the middle and thick areas on both sides, the top surface of the thin area and the top surface of the thick area are in different horizontal planes, and the bottom surface of the thin area and the bottom surface of the thick area are in the Different levels; the thickness of the thin zone is 10mm, the thickness of the thick zon...
Embodiment 3
[0048] Method is with embodiment 1, and difference is:
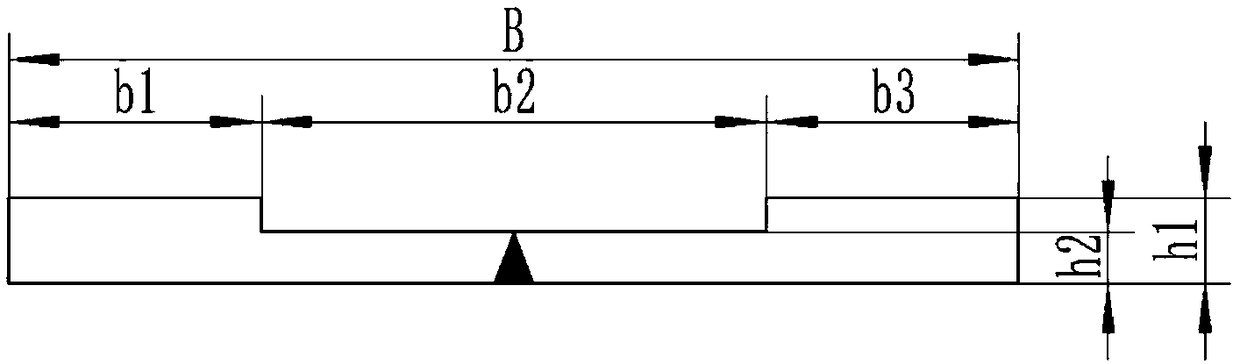
[0049] Prepare a metal plate, the metal plate is a horizontally variable thickness plate, which is asymmetrical and consists of a thick plate part and a thin plate part to form an integrated structure; the metal plate is made by forging;
[0050] Two metal plates with the same shape are welded to form a left-right symmetrical raw material to be rolled, and the thin plate parts of the two horizontal thickness difference flat raw materials are connected together, the structure is as follows image 3 shown.
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap