

Method for machining diesel engine frame through bolt holes and tools thereof
A technology of penetrating bolts and processing methods, applied in the direction of manufacturing tools, metal processing equipment, milling cutters, etc., can solve the problems of high processing cost, difficult to guarantee hole wall quality, large drilling force, etc., to ensure cutting surface quality, high efficiency Continuous automatic machining, the effect of reducing cutting temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
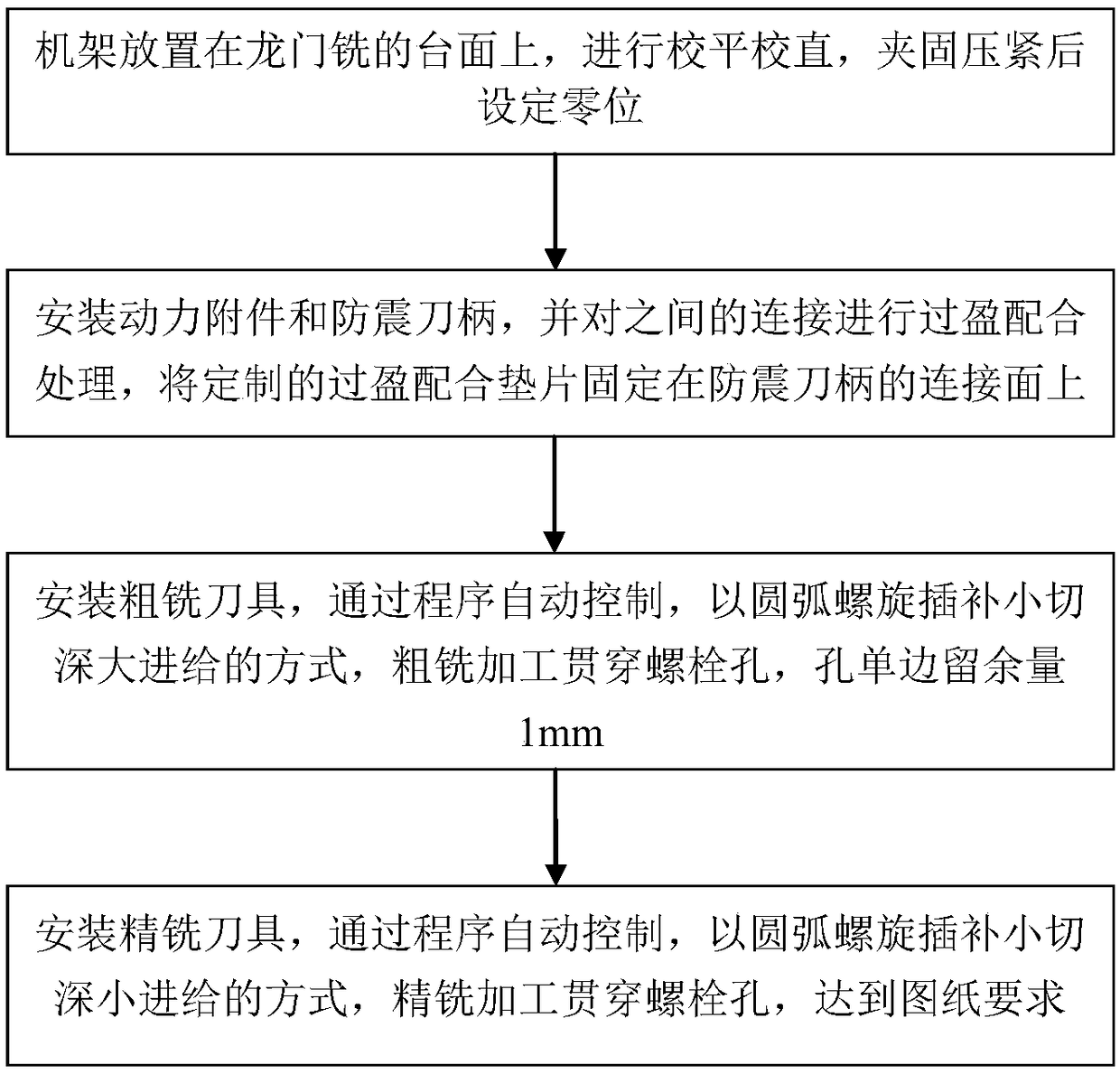
[0032] Embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings.
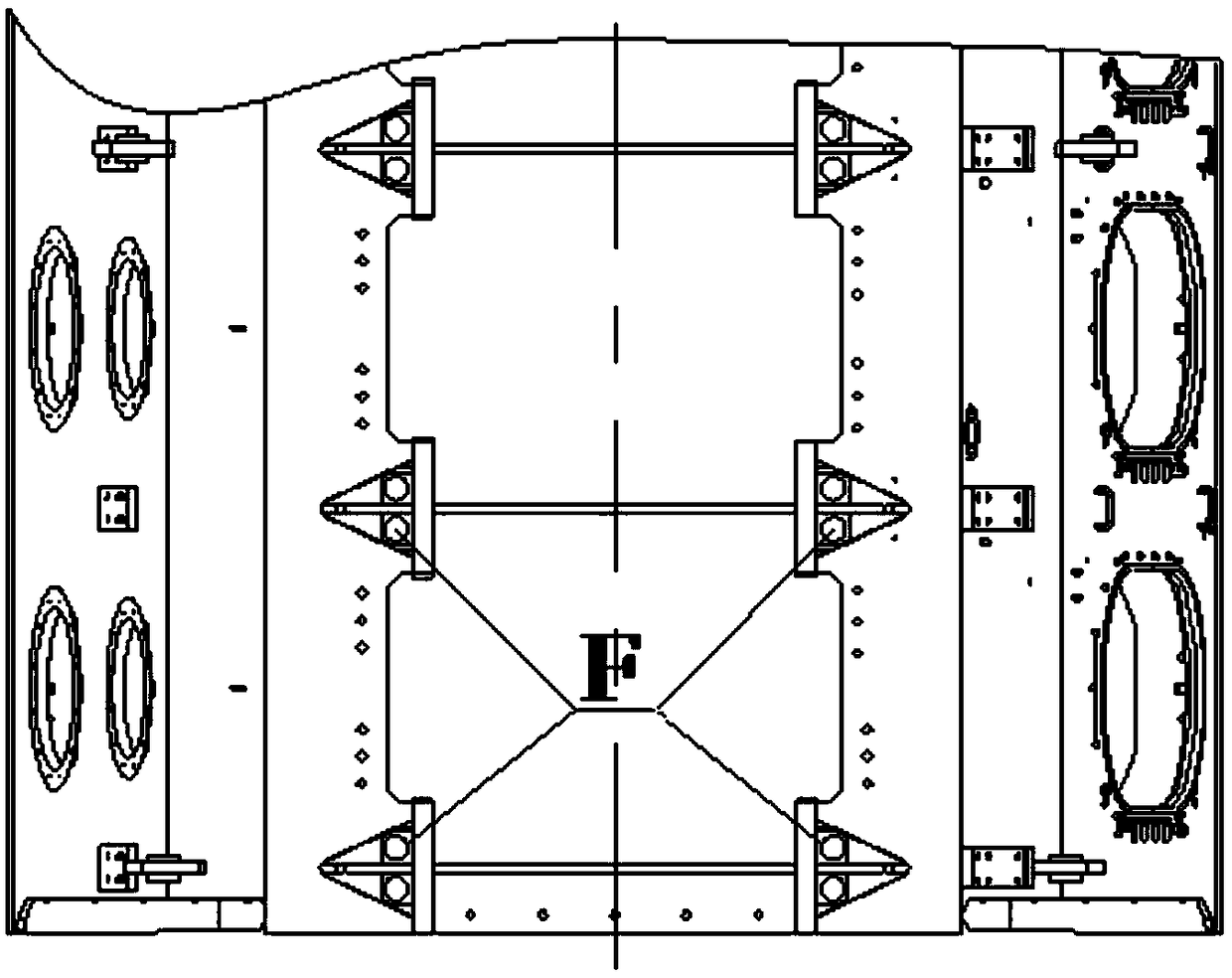
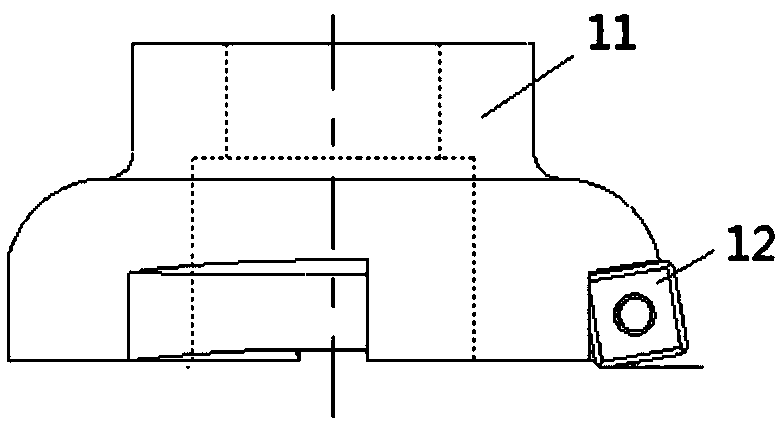
[0033] In the present invention, on the CNC gantry milling machine, the rough milling cutter and the fine milling cutter installed on the anti-vibration tool handle connected to the power attachment are successively adopted, and the frame is automatically completed in the manner of circular spiral interpolation through the numerical control program instruction. Rough and finish milling of all through bolt holes.
[0034] The connection between the anti-vibration tool handle and the power accessory is processed by interference fit, that is, the gap size of the connection surface between the anti-vibration tool handle and the power accessory is measured when the anti-vibration tool handle is installed for the first time, and the interference fit is customized according to the gap size A gasket is fitted and the interference fit gasket is fixed on the con...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More