

Multi-convex die step-by-step reverse extrusion forming method
A technology of reverse extrusion and punch, which is applied in hot extrusion forming, warm, reverse extrusion forming of large hollow parts, and cold field of metal materials, which can solve the problem of large forming force, poor mold versatility, and material utilization. Low-level problems, to achieve the effects of reducing extrusion forming force, enhancing mold versatility, and reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] The specific implementation will be described in detail below in conjunction with the accompanying drawings (this embodiment is a further description of the present invention, rather than any limitation to the present invention).
[0043] A step-by-step reverse extrusion forming method of multi-convex dies of the present invention
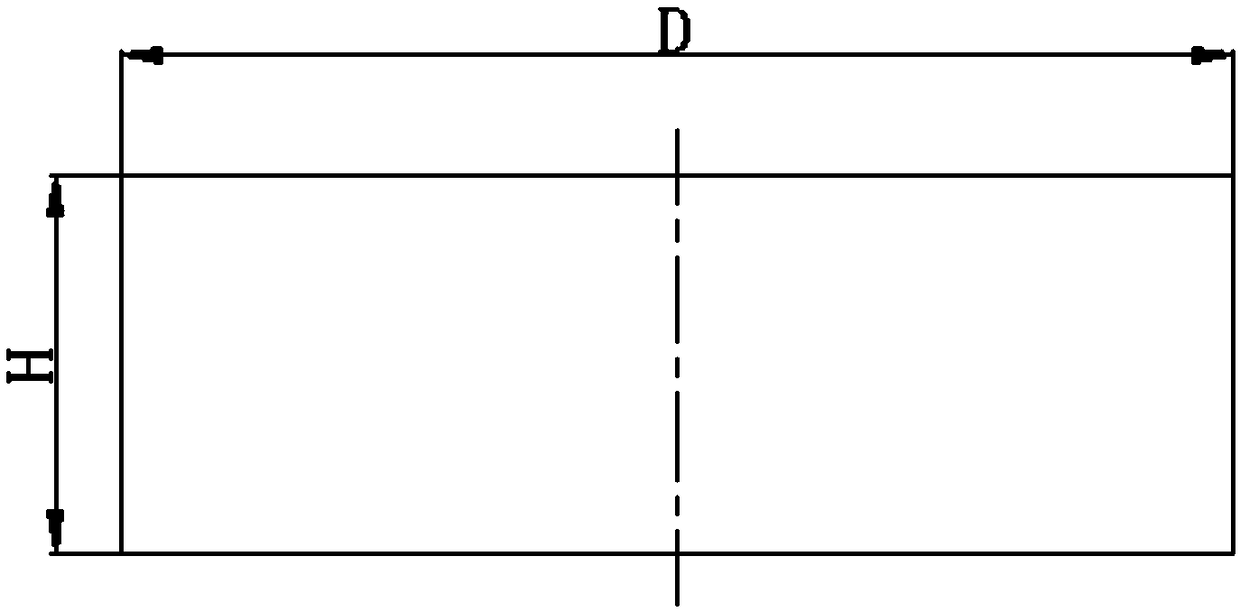
[0044] figure 1 As shown, the multi-convex step-by-step reverse extrusion blank of the present invention has an outer diameter of D and a height of H, which is obtained from the billet making process.
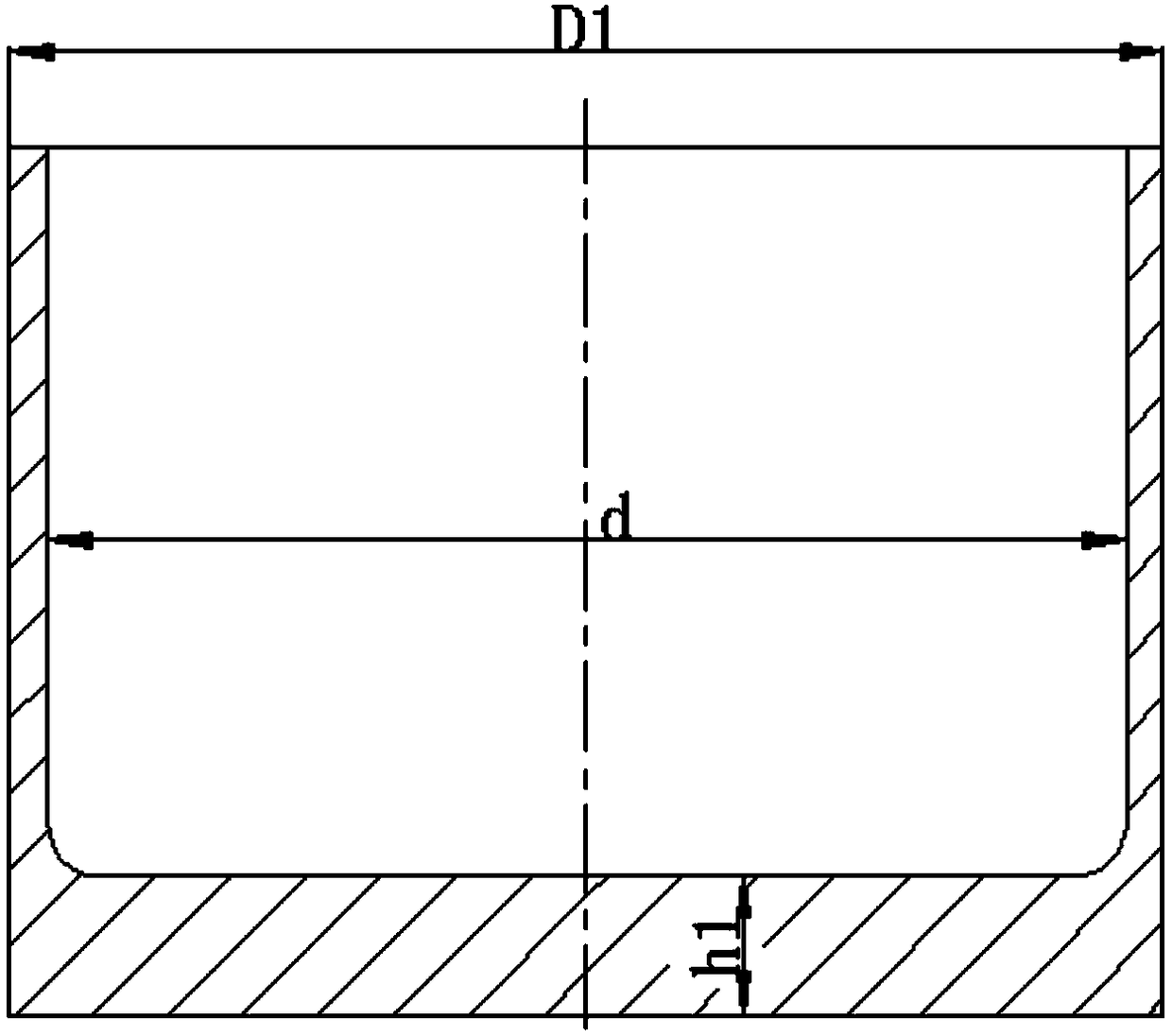
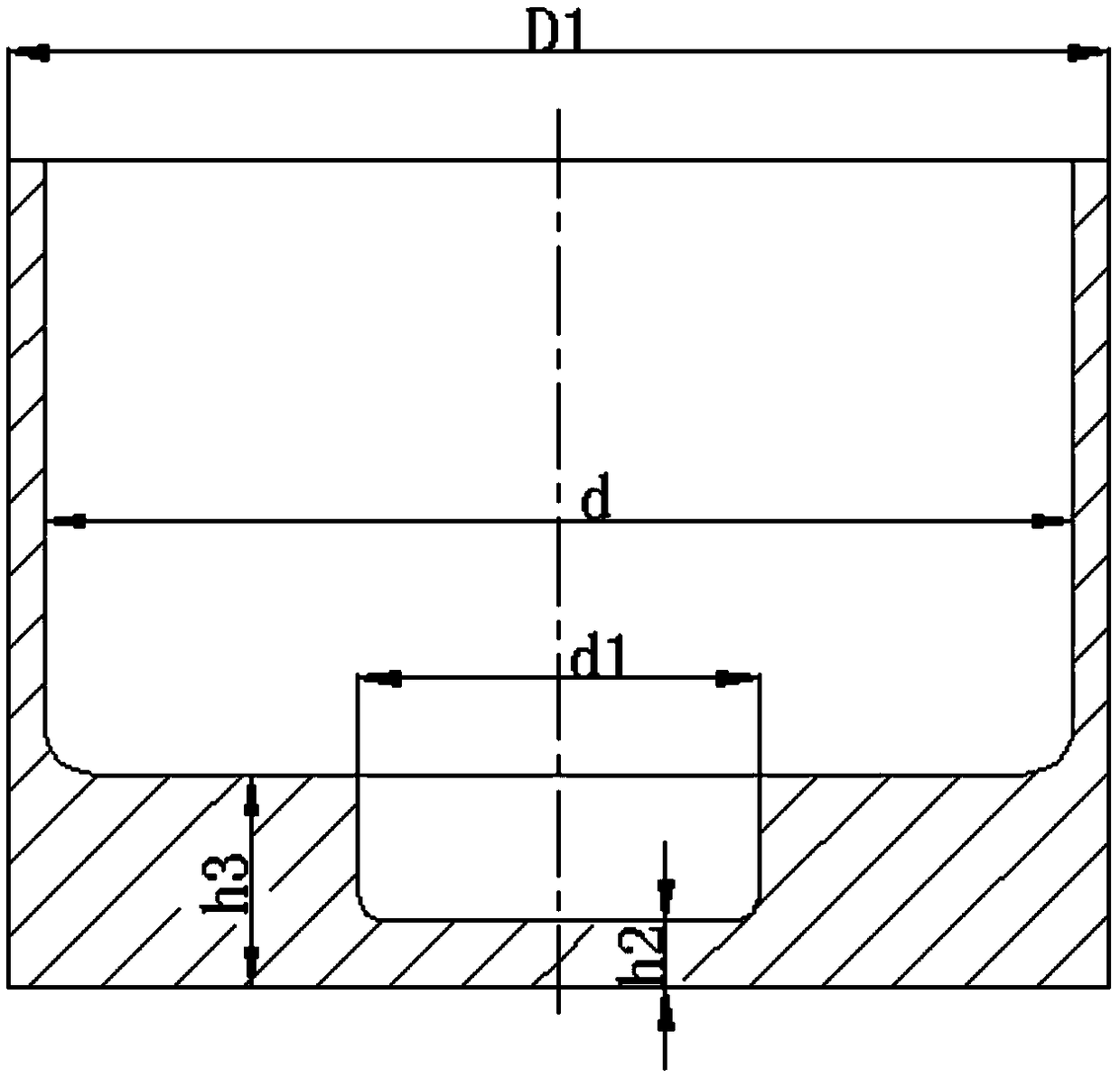
[0045] figure 2 , image 3 and Figure 4 As shown, the workpieces formed by step-by-step reverse extrusion of the multi-convex die in the present invention are respectively solid flat-bottomed extrusions, solid concave-bottomed extrusions and solid convex-bottomed extrusions. in:
[0046] figure 2 It is a solid flat-bottomed extrusion with an outer diameter of D1, an inner diameter of d, and a bottom thickness of h1;
[0047] image...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More