

Method for producing a closure in a container made of plastic and a container
A sealing part and container technology, which is used in the direction of tightly covering containers with lids, closures, medical containers, etc., can solve the problems of toxic decomposition products and gases, thermal decomposition of plastics, low adhesion of joint pairs, etc., and achieve reliable materials. Locked connection, effect of high bacterial count
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
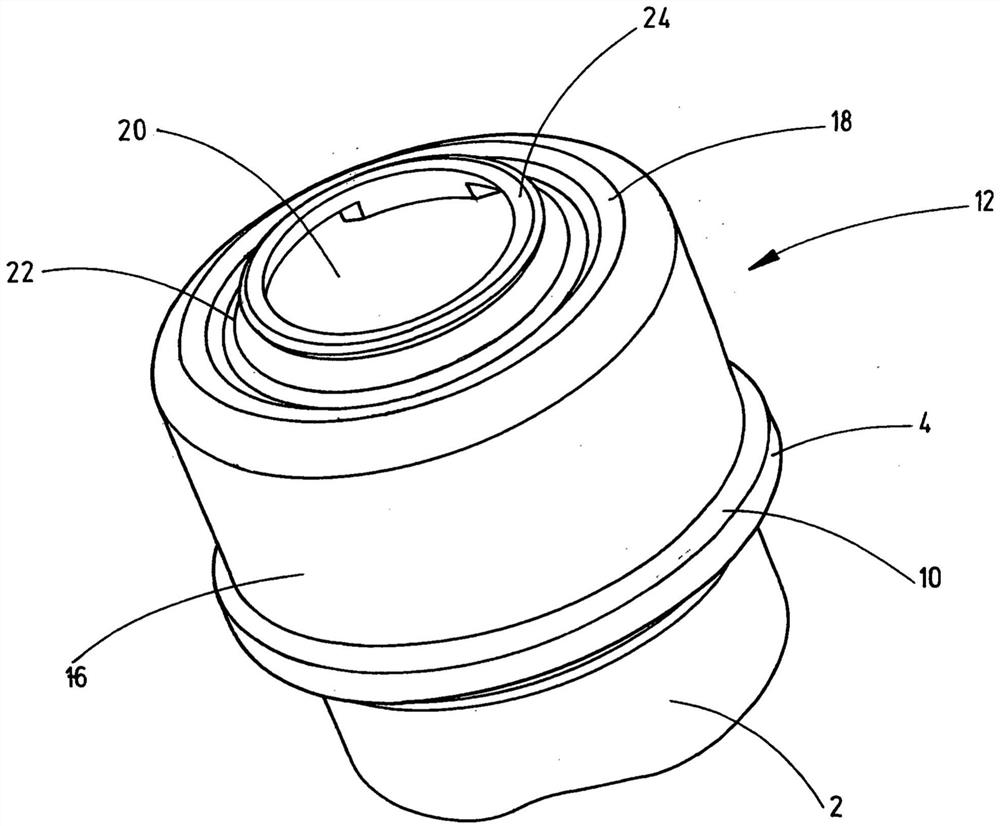
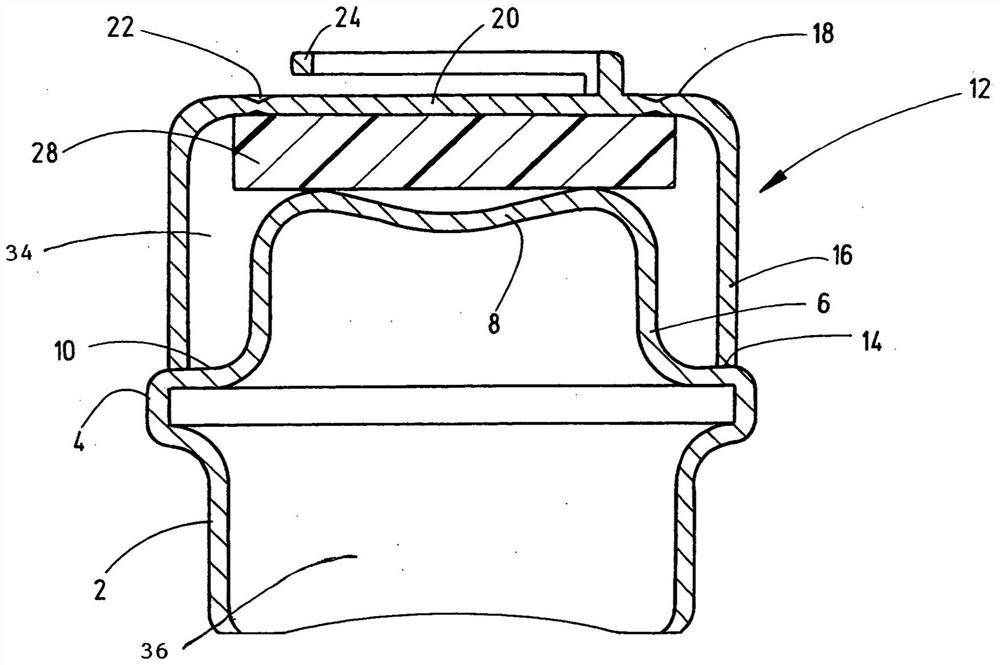
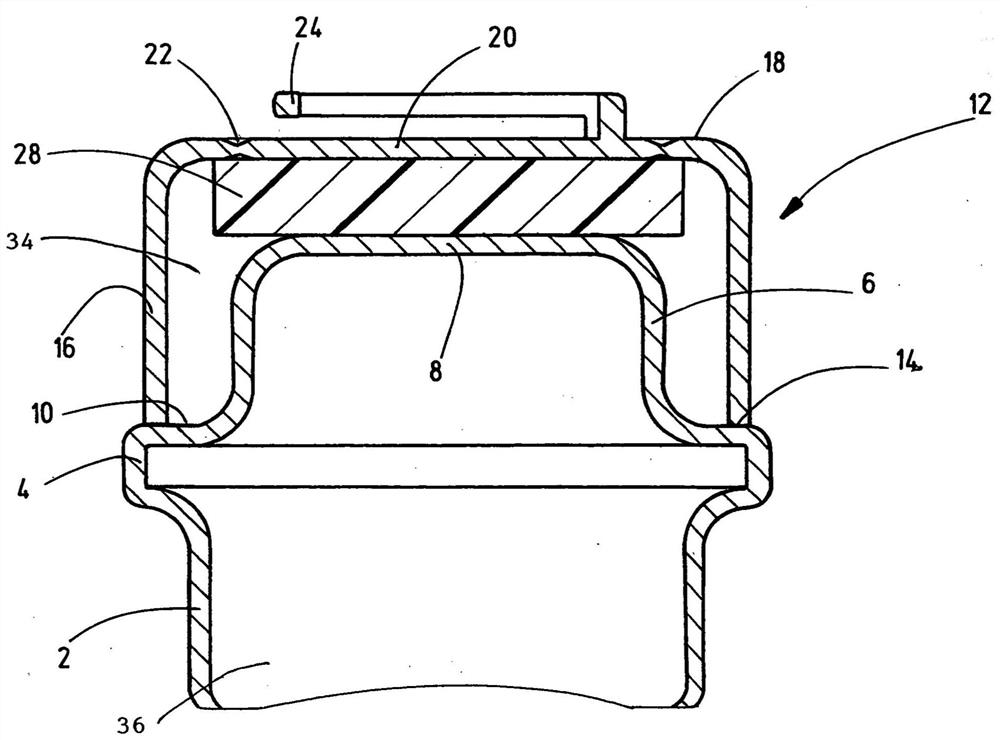
[0031] A closure cap 12 of type A according to ISO 15759:2005 is fitted onto the flange of a filled and closed infusion container according to DIN EN ISO 15747 produced according to the blow fill seal method (BFS). The closure cap 12 has been connected by welding to the edge 14 of the container neck 2 in a pressure- and micro-organism-tight manner. The sealing material 28 consists of an elastomer sheet inserted into the cover 12, the elastomer sheet being manufactured by ELASTO 500300M, the infusion container is made of polypropylene Bormed SB 815 MO from Borealis. After the closing cap has been fitted, the sealing material 28 rests non-adhesively on the membrane formed by the container wall part 8 . After an autoclave process in a support pressure autoclave from the Bosch company at a temperature of 121° C. and a holding time of 20 minutes at this temperature, the housing of the closing cap 12 has been destructively removed and the measuring The force required to peel off ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Shore hardness | aaaaa | aaaaa |
| Shore hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More