

Fixed-length sawing and coding machine of aluminum bars
A coding machine and sawing technology, used in metal sawing equipment, sawing machine devices, sawing machine attachments, etc., can solve the problems of falling off, easy to cause vibration, insufficient combined strength, etc., and achieve the effect of improving efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0033] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings. It is only stated here that the words for directions such as up, down, left, right, front, back, inside, and outside that appear or will appear in the text of the present invention are only based on the accompanying drawings of the present invention, and are not specific to the present invention. limited.
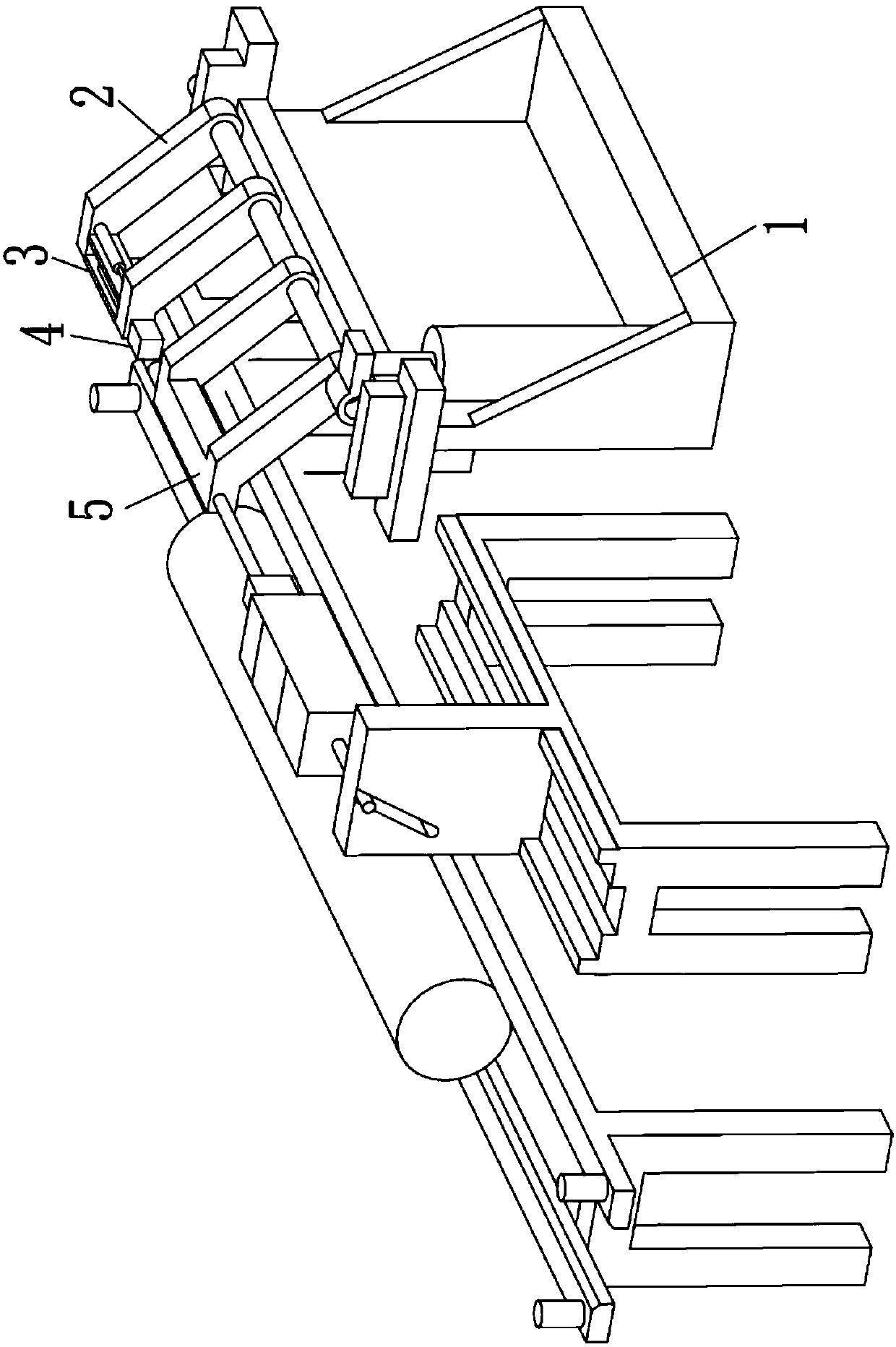
[0034] see figure 1 , the invention discloses a fixed-length sawing and coding machine for aluminum rods, which is arranged above the aluminum rod transportation line, and includes a frame 1, a swing arm part 2 installed on the frame 1, a swing arm part 2 installed on the swing The support arm 3 on the arm member 2 and the sawing part 4 and coding assembly 5 fixed on the support arm 3 . The swinging part drives the support arm 3 and the sawing part 4 and coding...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More