

Manufacturing process of MD and RB integrated forming die
A molding mold and manufacturing process technology, which is applied in the field of MD and RB integral molding mold manufacturing technology, can solve the problems of high mold quality defect rate, steam/cooling water leakage, low heat conduction/cooling coefficient of stainless steel pipe, etc., to improve heat conduction And the effect of cooling affected area, process difficulty and defect rate reduction, labor cost and dependence reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
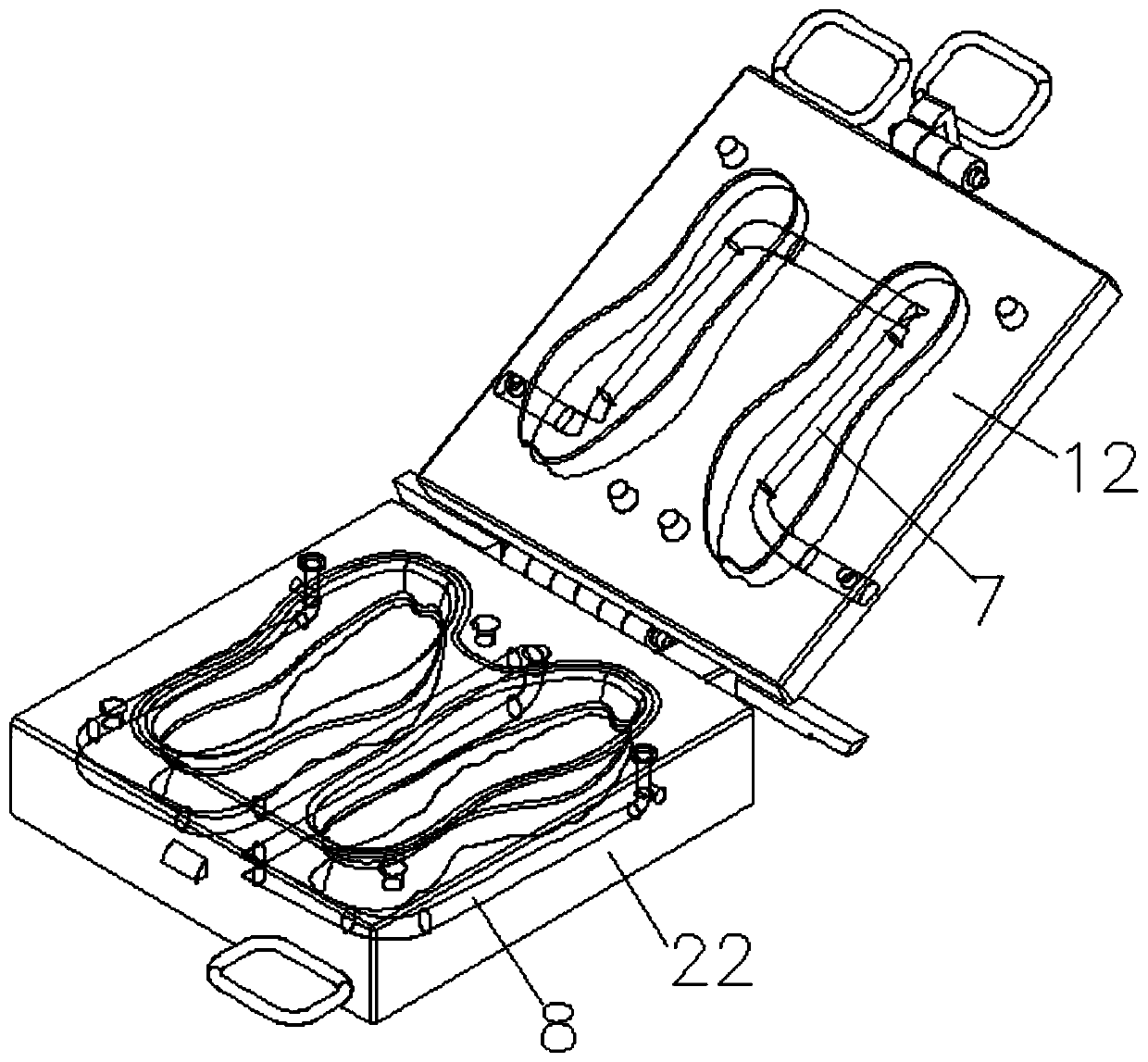
[0043] Refer to as Figure 1 to Figure 8 Shown, a kind of MD of the present embodiment, the manufacturing process of RB integral mold, it comprises the following steps:
[0044] A. Make a loop through channel model:
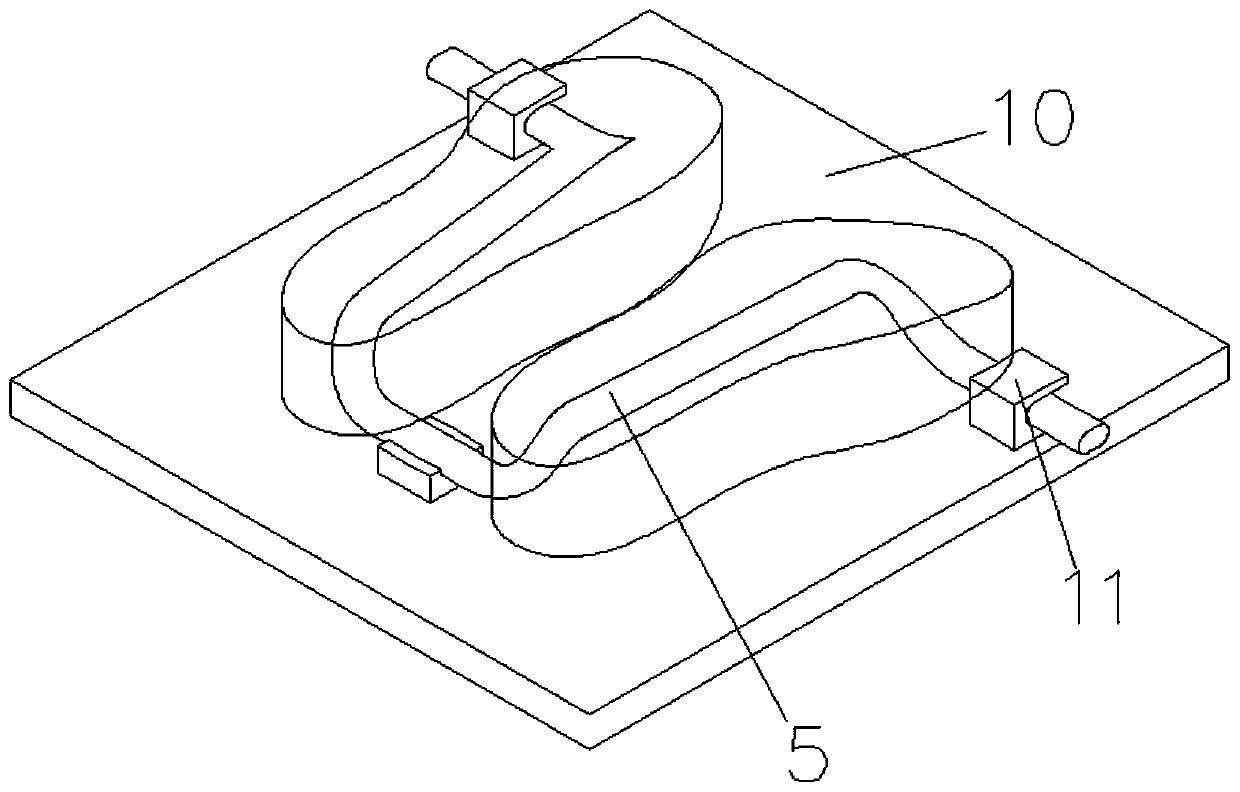
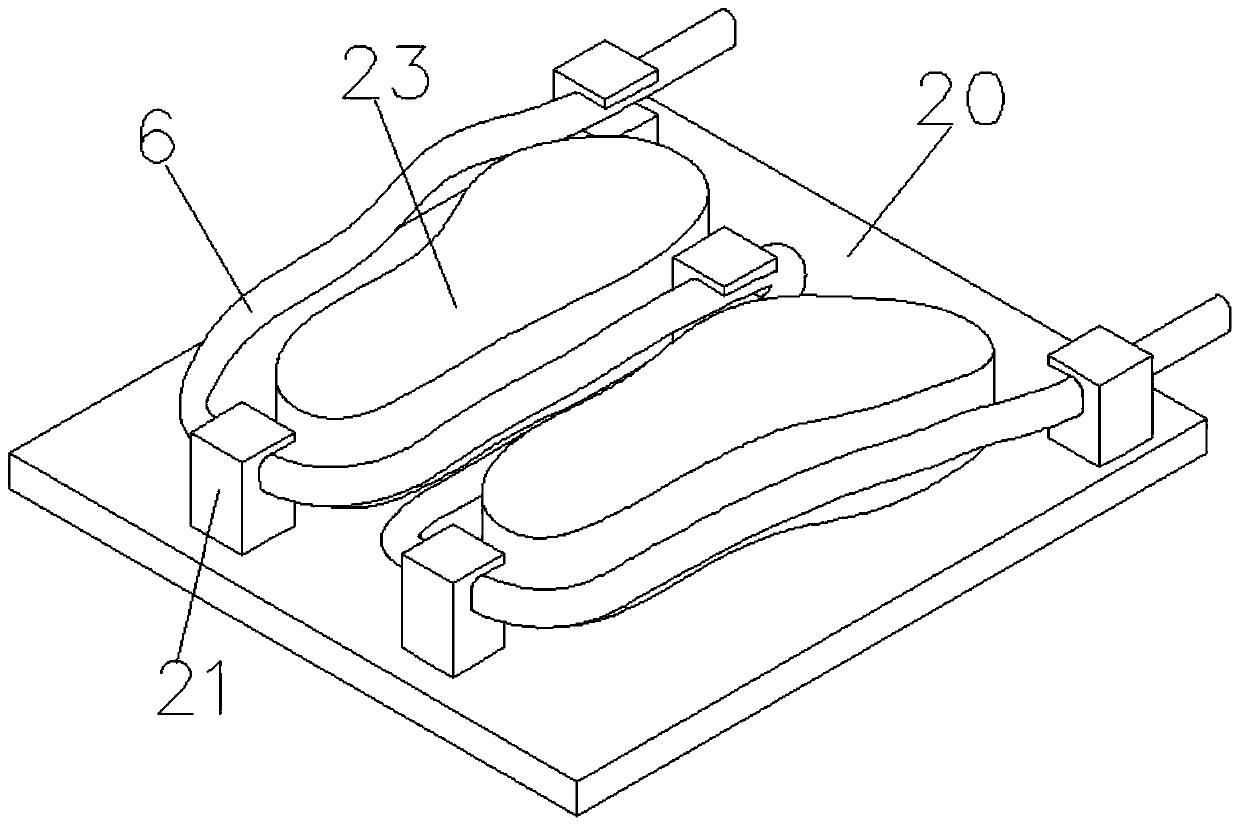
[0045] (1) According to the thickness of the finished shoe sole and the shape of the circulation channel, through 3D printing the required channel simulation model, the channel simulation model includes the upper mold channel simulation model and the lower mold channel simulation model;
[0046] (2) Production of the simulation model of the upper mold channel: the surrounding of the upper mold channel simulation model is compounded with a certain thickness of silica gel, the upper mold channel simulation model is wrapped in the interior of the silica gel, and the thickness of the silica gel is cut along the center line into two pieces of silica gel , take out the channel simulation model in each piece of silica gel, make the corresponding surfaces of the two pie...
Embodiment 2
[0056] A kind of manufacturing technology of MD, RB integral molding mold, it comprises the steps:
[0057] A. Make a loop through channel model:
[0058] (1) According to the thickness of the finished shoe sole and the shape of the circulation channel, through 3D printing the required channel simulation model, the channel simulation model includes the upper mold channel simulation model and the lower mold channel simulation model;
[0059] (2) Production of the simulation model of the upper mold channel: the surrounding of the upper mold channel simulation model is compounded with a certain thickness of silica gel, the upper mold channel simulation model is wrapped in the interior of the silica gel, and the thickness of the silica gel is cut along the center line into two pieces of silica gel , take out the channel simulation model in each piece of silica gel, make the corresponding surfaces of the two pieces of silica gel form the channel model grooves of the upper mold, and...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More