

A kind of preparation method of ultra-thick energy-absorbing coating
A coating and ultra-thick technology, applied in the direction of coating, metal material coating process, vacuum evaporation coating, etc., can solve the problems of reducing the service life of blades, erosion and wear of compressor blades, etc., to achieve convenient and accurate preparation, improve The effect of low bonding strength and stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
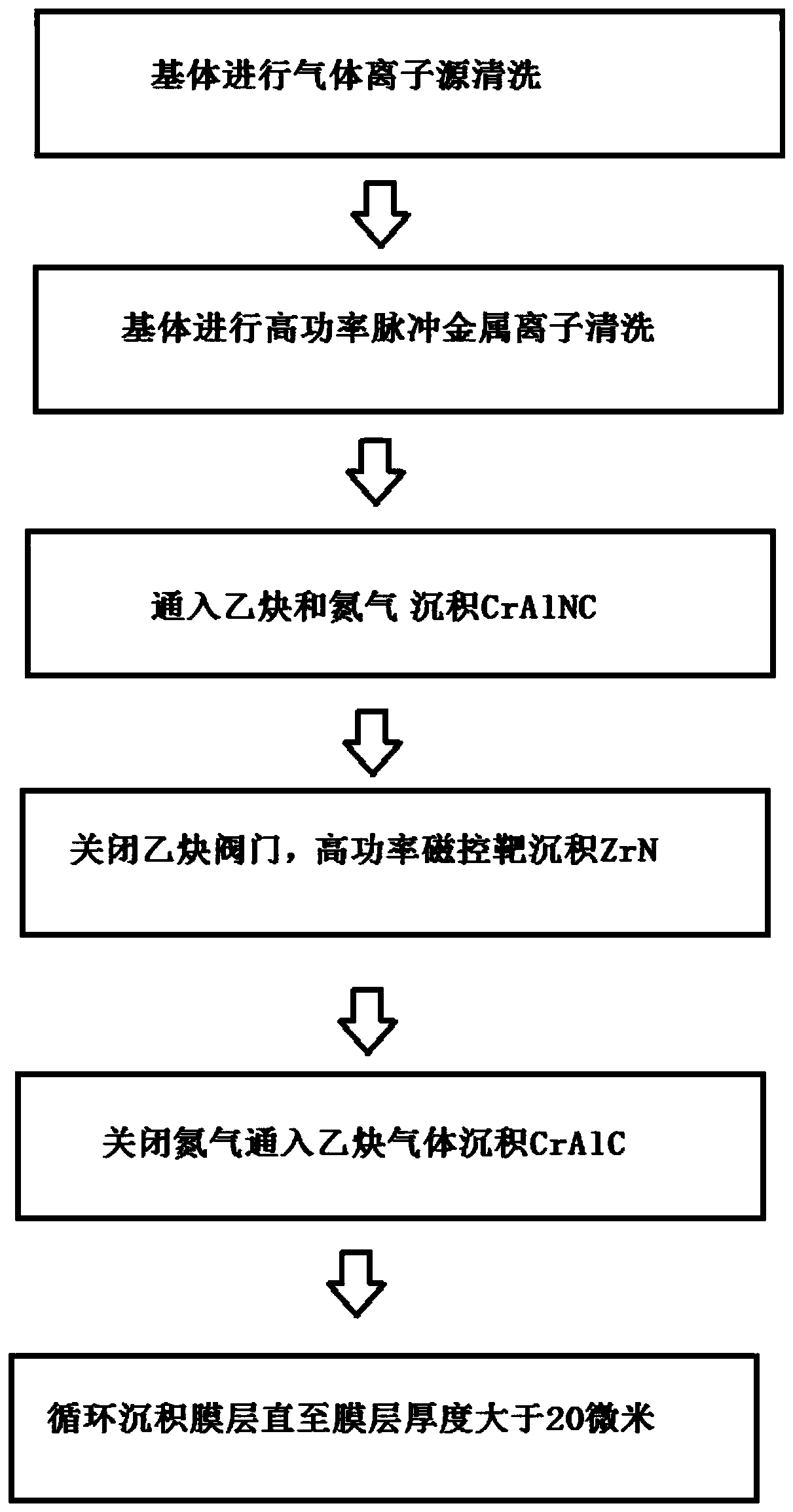
[0071] S01: cleaning the substrate with a gas ion source;
[0072] During the cleaning process of the surface gas ion source, heat treatment is carried out, and the heating temperature is 450°C. At the same time, the ion source treatment is divided into two stages; the first stage is 0-600V, beam current 2A, processing 30min, followed by 1500V, beam current 0.3A, processing 40min;
[0073] S02: The substrate is cleaned with high-power pulse metal ions;
[0074] During the high-power pulse metal cleaning process of the substrate, the metal elements to be cleaned are Ti, Cr, C, Co or Hf; the beam diameter during metal ion cleaning is 800mm.
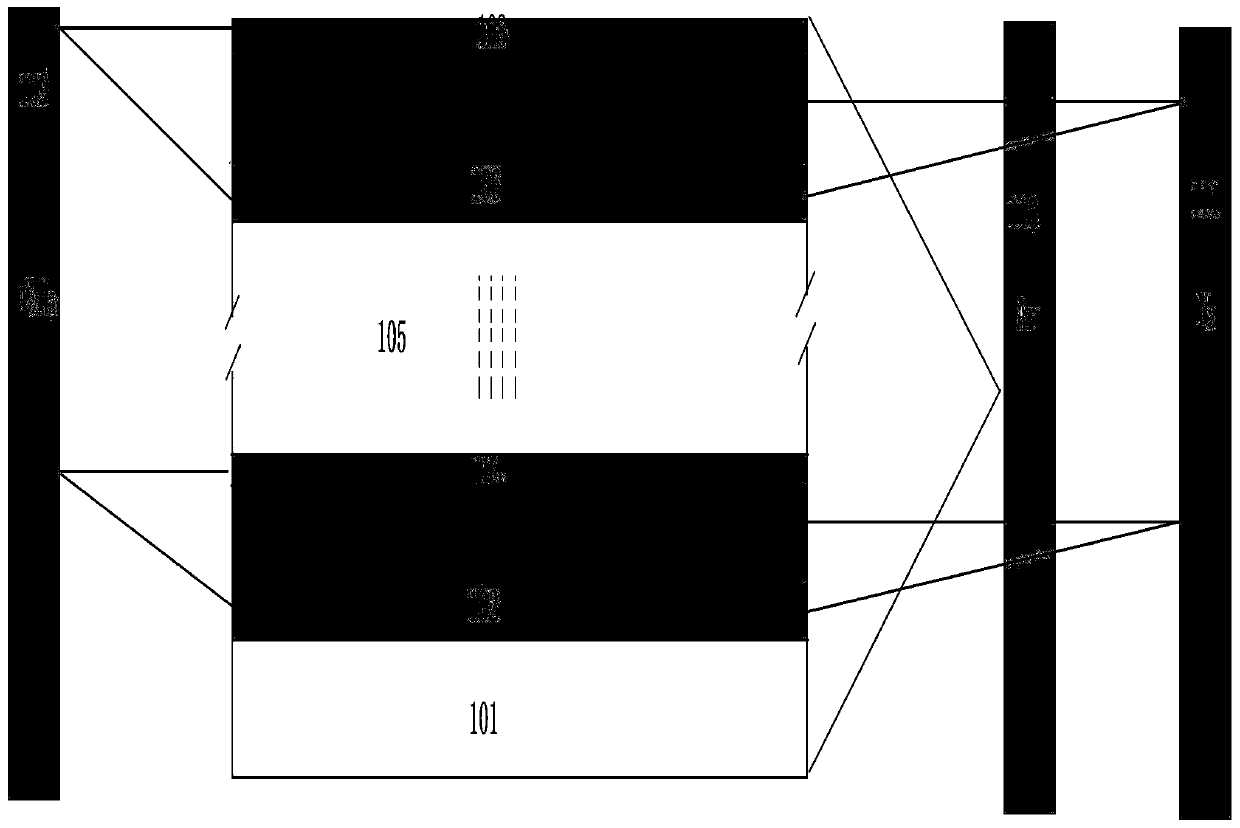
[0075] S03: Depositing CrAlNC by feeding acetylene and nitrogen;
[0076] When depositing the film layer, the amount of acetylene and nitrogen gas is changed sinusoidally and alternately with time. Acetylene intake is 0-500sccm, nitrogen intake is 0-1000sccm, acetylene and nitrogen change sinusoidally with time, and the transient value r...
Embodiment 2
[0083] S01: cleaning the substrate with a gas ion source;
[0084] During the cleaning process of the surface gas ion source, heat treatment is carried out at a heating temperature of 480°C. At the same time, the ion source treatment is divided into two stages; the first stage is 0-600V, beam current 3A, processing 30min, followed by 1500V, beam current 0.5A, processing 40min;
[0085] S02: The substrate is cleaned with high-power pulse metal ions;
[0086] During the high-power pulse metal cleaning process of the substrate, the metal elements to be cleaned are Ti, Cr, C, Co or Hf; the beam diameter during metal ion cleaning is 800mm.
[0087] S03: Depositing CrAlNC by feeding acetylene and nitrogen;
[0088] When depositing the film layer, the amount of acetylene and nitrogen gas is changed sinusoidally and alternately with time. Acetylene intake is 0-500sccm, nitrogen intake is 0-1000sccm, acetylene and nitrogen change sinusoidally with time, and the transient value ratio...
Embodiment 3
[0095] S01: cleaning the substrate with a gas ion source;
[0096] During the cleaning process of the surface gas ion source, heat treatment is carried out, and the heating temperature is 5000C. At the same time, the ion source treatment is divided into two stages; the first stage is 0-600V, beam current 4A, processing 30min, followed by 1600V, beam current 0.8A, processing 40min;
[0097] S02: The substrate is cleaned with high-power pulse metal ions;
[0098] During the high-power pulse metal cleaning process of the substrate, the metal elements to be cleaned are Ti, Cr, C, Co or Hf; the beam diameter during metal ion cleaning is 800mm.
[0099] S03: Depositing CrAlNC by feeding acetylene and nitrogen;
[0100] When depositing the film layer, the amount of acetylene and nitrogen gas is changed sinusoidally and alternately with time. Acetylene intake is 0-500sccm, nitrogen intake is 0-1000sccm, acetylene and nitrogen change sinusoidally with time, and the transient value r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More