

Manufacturing method for micro holes of additive manufacturing part
An additive manufacturing and manufacturing method technology, applied in the field of laser selective melting additive manufacturing, can solve the problems of difficult filling and removal of protective materials, poor surface roughness of holes, and easy damage to the wall of the cavity, saving processes, The effect of good sealing, avoiding damage and contamination
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] In order to make the purpose, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions of the present invention will be clearly and completely described below in conjunction with the accompanying drawings. Obviously, the described embodiments are part of the embodiments of the present invention, not all of them. the embodiment. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
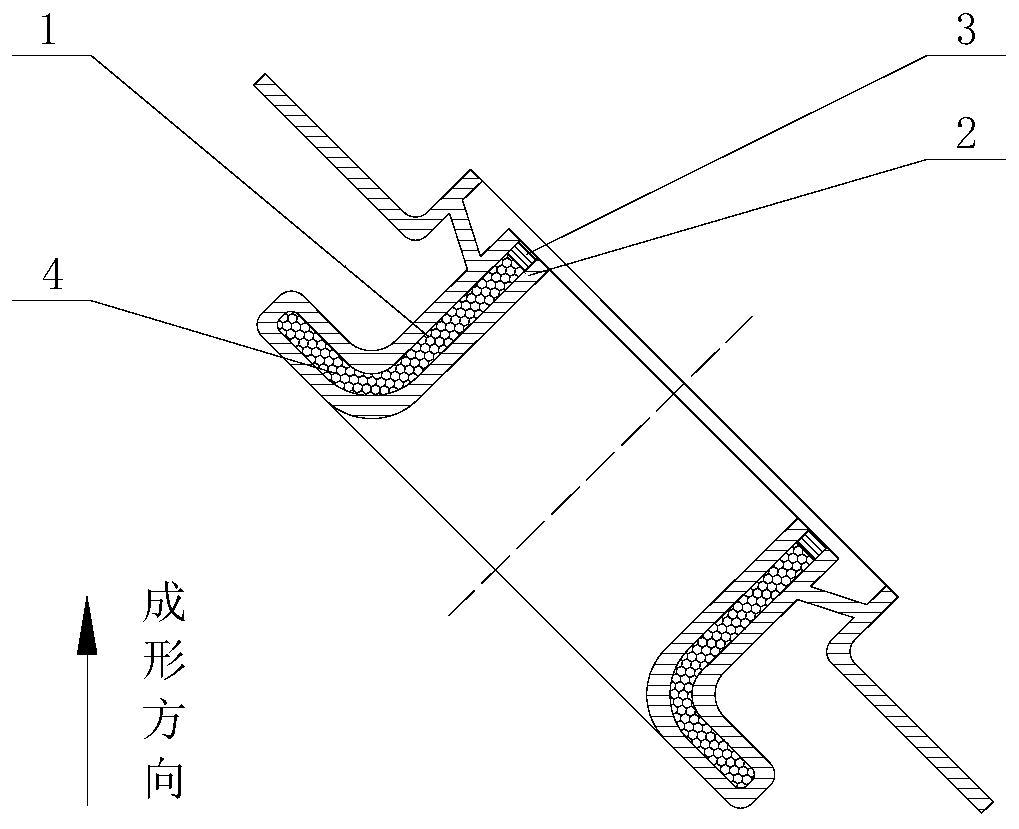
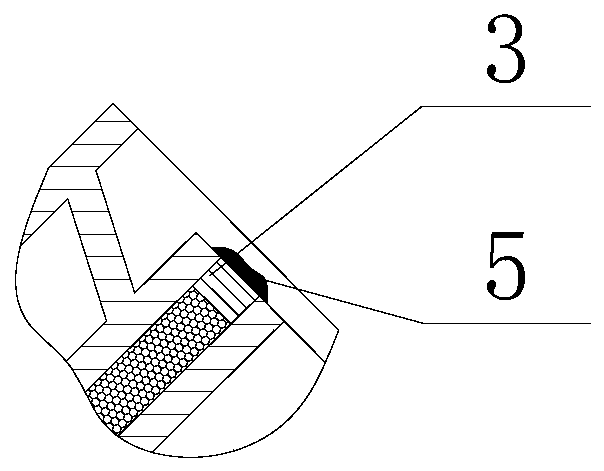
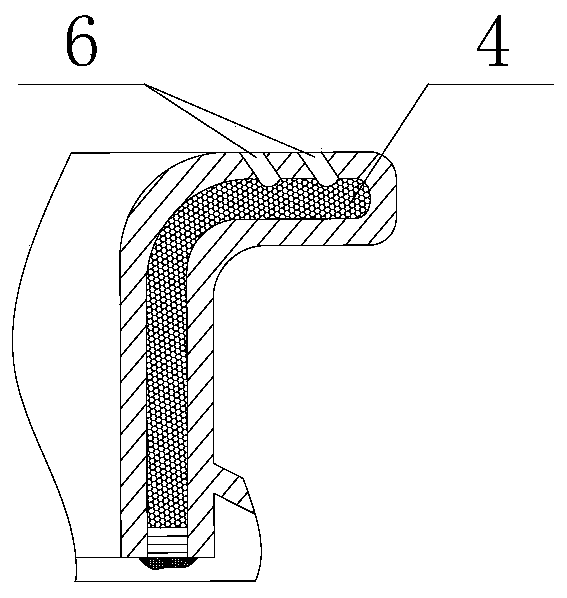
[0036] The invention proposes a cavity structure in which the metal powder in the cavity is not removed immediately after the part laser selective melting forming process is completed, and the cavity structure of the part is closed and sealed, and then the micro hole is processed by the method of electric spark and laser. After the micro hole processing is completed, use an explosion...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More