

Forging method of GH4586 high-temperature alloy
A technology of GH4586 and superalloy, applied in the field of blade forging, can solve the problems of sensitive deformation process parameters, large deformation resistance, narrow deformation temperature range, etc., and achieve the effect of ensuring dimensional consistency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
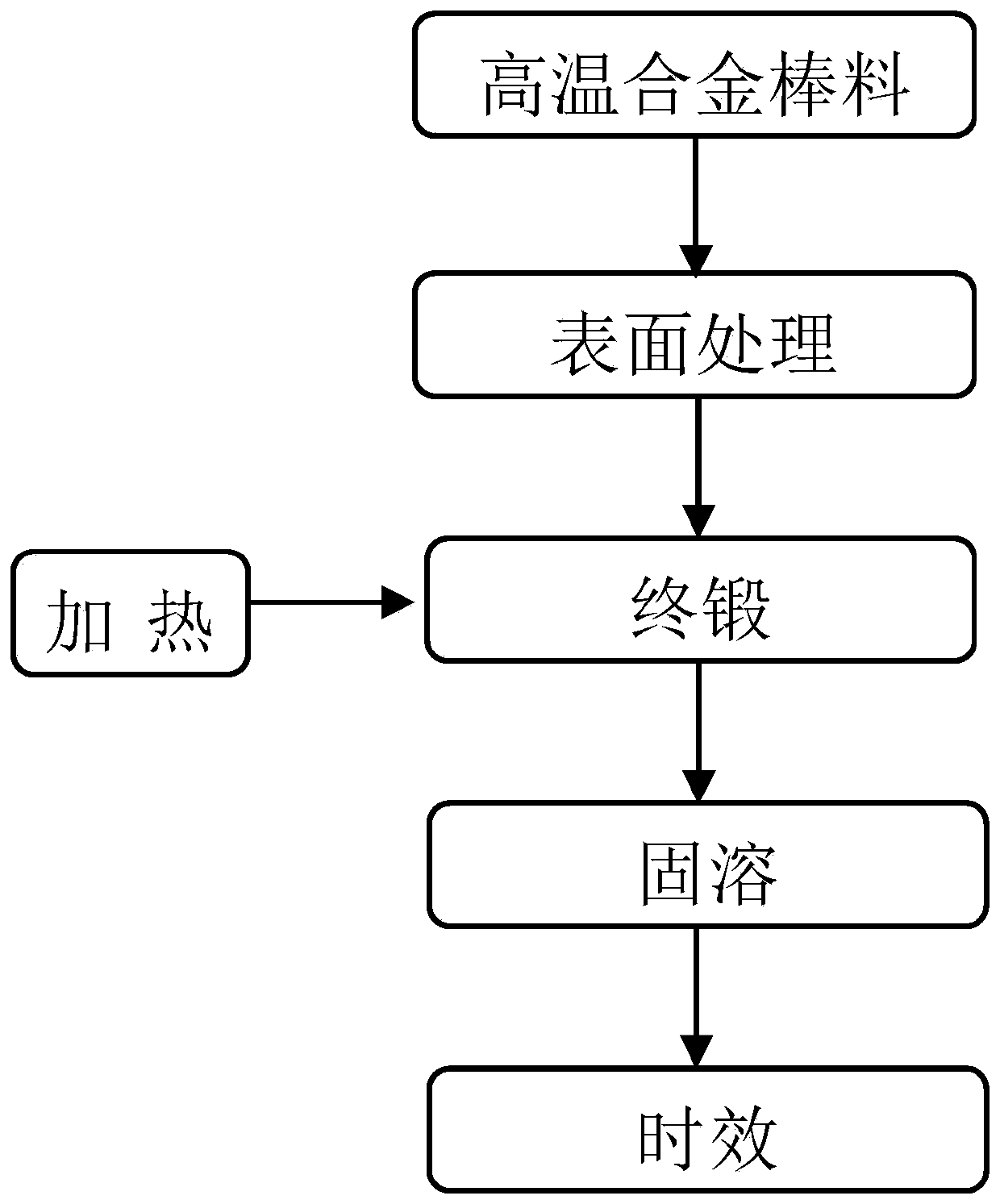
[0043] Step 1: Surface treatment is carried out on the original bar of the superalloy, and a high-temperature-resistant glass coating is applied; the thickness of the high-temperature-resistant glass coating is 0.06 mm; the diameter of the original bar is 60 mm.
[0044] Step 2, final forging
[0045] Heat the original high-temperature alloy bar to 1135°C in an electric furnace for 54 minutes; while heating the original high-temperature alloy bar, preheat the mold base and the mold to 200°C, after the mold is heated, before the bar is placed inside the mold , spray graphite lubricant on the inner surface of the mold for lubrication, and then put the bar into the mold; then use the final forging die to forge on the electric screw press to obtain the final forging; in this embodiment, from the high temperature original bar to The deformation of the final forging is 50%.
[0046] Step 3, solution heat treatment, heating the final forging to 1070°C, keeping it warm for 4h+15min, ...
Embodiment 2
[0052] Step 1, surface-treating the original bar of the superalloy, and coating it with a high-temperature-resistant glass coating; the thickness of the high-temperature-resistant glass coating is 0.06mm; the diameter of the original bar is 50mm;
[0053] Step 2, final forging
[0054] Heat the original high-temperature alloy bar to 1120°C in an electric furnace for 40 minutes; while heating the original high-temperature alloy bar, preheat the mold base and mold to 195°C, after the mold is heated, put the bar into the mold , spray graphite lubricant on the inner surface of the mold for lubrication, and then put the bar into the mold; then use the final forging die to forge on the electric screw press to obtain the final forging; in this embodiment, from the high temperature original bar to The deformation of the final forging is 35%.
[0055] Step 3, solution heat treatment, heating the final forging to 1060°C, keeping it warm for 4h+30min, and then oil cooling to room temper...
Embodiment 3
[0058] Step 1. Surface treatment is carried out on the original bar of the superalloy, and a high-temperature-resistant glass coating is applied; the thickness of the high-temperature-resistant glass coating is 0.05 mm; the diameter of the original bar is 70 mm.
[0059] Step 2, final forging
[0060] Heat the original high-temperature alloy bar to 1090°C in an electric furnace for 70 minutes; while heating the original high-temperature alloy bar, preheat the mold base and the mold to 205°C, after the mold is heated, before the bar is put into the mold , spray graphite lubricant on the inner surface of the mold for lubrication, and then put the bar into the mold; then use the final forging die to forge on the electric screw press to obtain the final forging; in this embodiment, from the high temperature original bar to The deformation of the final forging is 40%.
[0061] Step 3, solution heat treatment, heating the final forging to 1075°C, keeping it warm for 4h+45min, and t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More