A kind of friction welding aluminum alloy transmission shaft and its processing method
A processing method and aluminum alloy technology, applied in metal processing equipment, couplings, welding equipment, etc., can solve the problems of friction welding joints, large strength loss, and reduction of effective cross-sectional area of welds, etc., to achieve improved Product welding production pass rate, inner diameter and outer diameter parameters are reasonable, and the effect of making up for the decrease in weld strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments to facilitate a clear understanding of the present invention, but they do not limit the present invention.
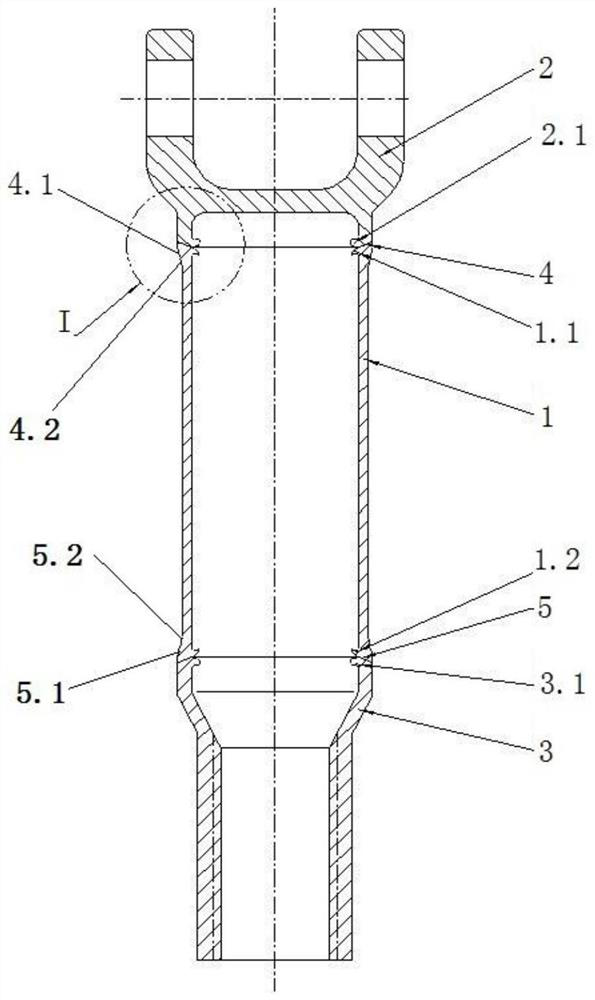
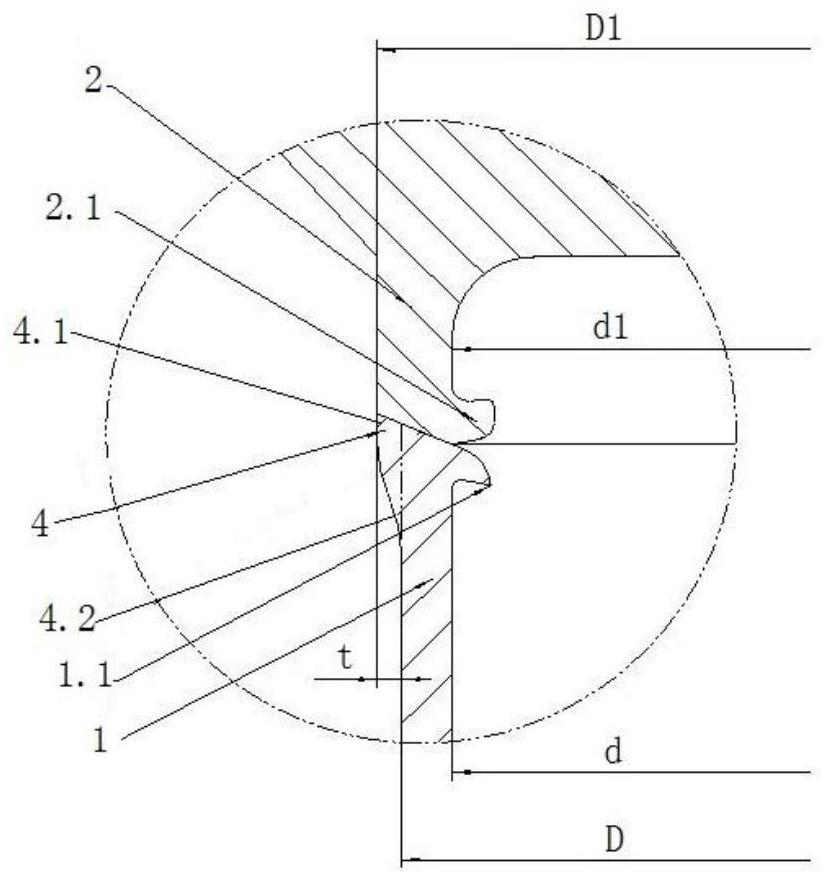
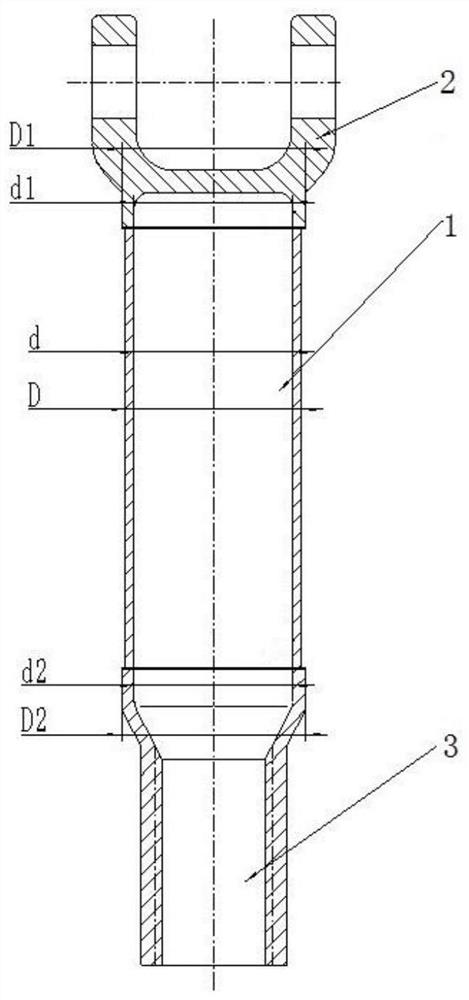
[0047] Such as Figure 1 ~ Figure 3 As shown, the friction welded aluminum alloy transmission shaft of this embodiment is a friction welded aluminum alloy transmission shaft, which includes a shaft tube body 1, a shaft fork 2 is welded at one end of the shaft tube body 1, and a spline sleeve 3 is welded at the other end , the shaft tube body 1, the shaft fork 2, and the spline sleeve 3 are all made of aluminum alloy, preferably 6061 aluminum alloy. The outer wall of one end of the shaft tube body 1 facing the shaft fork 2 is surrounded by a first thickened portion 4 , and the outer wall of the shaft tube body 1 facing the spline sleeve 3 is surrounded by a second thickened portion 5 .
[0048] The inner wall of one end of the sha...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com